




FEP热缩管制作工艺
医用级FEP热缩管主要用于电外科医疗器械和医疗部件及设备。FEP热缩管是回流导管轴和粘接接头热缩管的行业黄金标准,它具有优异的电气绝缘性能。
您对FEP热缩管的制造工艺感到好奇吗?本文为你详细阐述。
FEP热缩管的制造工艺
一般FEP热缩管厂家的成型工艺大致由两部分组成:基体FEP管制造和吹塑成型。
FEP热缩管成型工艺
基管的准备——吹塑和成型(膨胀过程)
一、FEP挤出机基管的制备
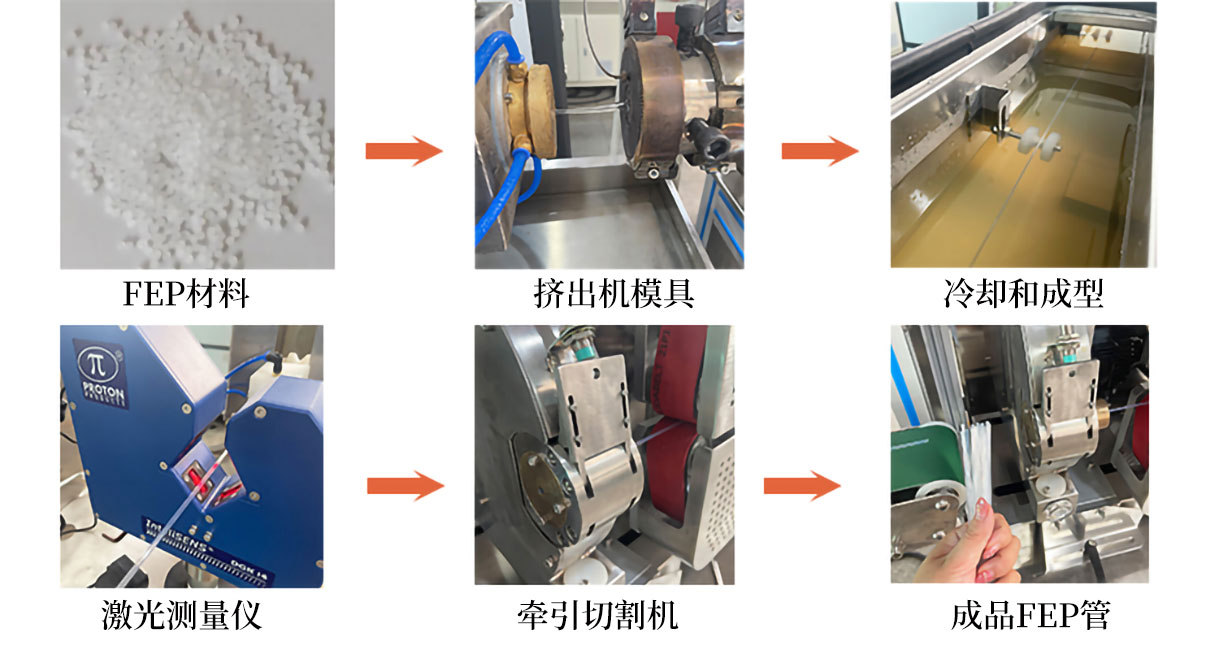
FEP热缩管所用基管的成型工艺与FEP管的生产工艺相似,但成型工艺条件不完全相同,一般采用低温、低速挤出。螺杆转速不宜太快,以控制较低的挤出量。其过程是:
FEP 造粒、挤出、卧式 FEP 挤出机机头、冷却和定型、牵引、切割。
为了得到符合基管的吹制,FEP管的拉伸比应控制在3~7为好,熔锥长度控制在10~20mm范围内比较合适,超过20mm,熔坯因自重和下垂,影响壁厚的均匀性,壁厚不均匀将得不到相同吹塑率的热缩管。熔化的坯料必须快速冷却,以降低基管结晶度,有利于吹制;机头的压缩比应在1.4~3范围内,以保证熔体塑化完全、致密。
总之,作为吹塑用的基体FEP管,其表面必须清洁,壁厚均匀,不允许有表面丝状及大的黑点、杂质等。
底座FEP软管的壁厚一般控制在0.20-0.60mm范围内,较好的壁厚应在(0.25-0.40)±0.02mm。
二、 FEP挤出机吹塑(膨胀工艺)
FEP热缩管吹制工艺是在一般塑料吹制工艺的基础上发展起来的,一般采用内压缩空气吹制方法。根据吹塑工艺的不同可分为两种:
2.1 连续吹炼
在吹瓶机中,一定长度的基管连续通过吹瓶模具,在加热加压下吹制,经冷却定型。
这种方法的优点是:投资低,只需更换吹塑模具即可吹制不同规格的热缩管,生产效率高,并且可以获得一定连续长度的热缩管。
2.2 间歇吹气
FEP热缩管基管剪成一定长度(一般为1m),然后固定在吹塑模具中,两端密封,一端通风、加热、加压吹塑成型。优点:能吹制特殊规格的热缩管,且热缩管外观质量(与基管外观质量接近)、真圆度好;缺点:生产效率低,产品长度也有限制。

三、 吹制工艺的工艺参数主要有:温度、压力、牵引速度
3.1温度
根据吹制工艺的基本原理,FEP热缩管基管的吹制温度应在FEP材料的玻璃化温度和熔融温度之间,较好的吹制温度为130℃~190℃。如果温度低于130℃,则需要较高的压力,压力太高,管子容易破裂;如果温度高于190℃,管材的拉伸强度和伸长率会随着温度的升高而降低,因而吹塑也容易破裂。
3.2 压力
在FEP材料性能合适的吹制温度条件下,也有较好的吹制压力。在吹气温度恒定的情况下,吹气速率的大小取决于基管FEP管内气压的大小,而气压的大小是基管直径、壁厚的函数。基管直径相同,所需气压的大小取决于基管壁厚,壁厚越大,压力越大;基管的壁厚相同,所需气压的大小取决于基管的外径,外径越小,压力越大,因为基管FEP软管的直径越小,表面张力越大。一般吹炼压力为(0.25~0.1)MPa。
3.3牵引速度
当吹气温度和压力一定时,牵引速度与吹气速度成反比。但当FEP热缩管的吹气速率已达到要求时,牵引速度在一定范围内,对吹气速率不会产生明显影响。在实践中,有这样的经验:吹瓶过程的温度、压力、牵引速度应在一个较好的范围内进行,它们的值应以温度、压力值低、牵引速度值高为好。
四、 吹塑工艺的选择
需要根据产品要求选择合适的工艺,一般来说,对产品长度要求连续、外观要求不高、不要求圆整齐度的,选择连续吹制工艺。反之,应选用间歇法。
五、 要充分考虑FEP管吹塑基体结晶度的影响
FEP是结晶性氟塑料,其结晶度均在70%以上,随着FEP聚合物结晶度的增加,弹性模量、硬度都有不同程度的增加,而拉伸强度、伸长率、抗弯强度则相应降低。这对于热缩管的生产非常不利,因为吹制基管需要较高的拉伸强度和伸长率。因此,在生产基管时,应尽量降低基管的结晶度,使管材具有柔性,以便于吹塑成型。
六、 合适的挤出工艺条件是提高吹气率的关键因素
挤出时,采用大拉伸比挤出的FEP管,纵向和横向性能差异较大,不利于吹塑成型。因此,为了提高吹气率,需要控制较低的挤出量,采用较小的拉伸比,以达到提高FEP软管横向强度的目的,可将吹气率提高至50%。

七、 FEP管破裂是FEP热缩管生产过程中常见的现象
7.1 吹炼温度过高
使基管强度下降而引起破裂,如果吹塑模具温度分布不均匀,也容易引起破裂。
7.2 吹气压力过高
连续吹制使基管过度膨胀,吹塑模具冷却段膨胀压模,管材被拉伸,易造成破裂。间歇吹气,压力超过基管横向强度极限,造成破裂。
7.3 间歇吹气法
装机头时注意保持基管与吹塑模具的平行度,避免加热过程中基管局部过热,在压力下破裂。
综上所述,FEP热缩管厂家G-APEX通过选择合适的工艺和工艺参数,采用连续吹制和间歇吹制可以开发出吹制速率大、纵向收缩率合格的FEP热缩管
本文由东莞云林原创,欢迎关注,带你一起长知识!

 业务QQ
业务QQ 