


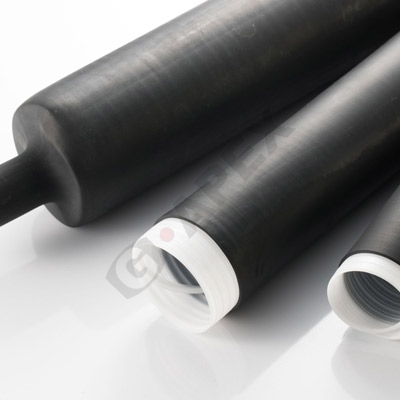

什么是冷缩管?
冷缩管是相对热缩管来说的,冷缩就是不需要加热,利用自身的弹性回缩到扩张前的外径,进而包覆住被包覆物。达到绝缘、防水、防潮密封的作用。
冷缩套管商品出于一种安全性的维护,给予通信同轴线密封性连接。普遍用于通信基站,无线通信塔和别的外露的同轴线相接处防潮橡胶密封件。冷缩管是相对性于热缩套管来讲的,冷缩管是不用开展加温,物理学方式先把EPDM或硅胶套管扩管放进支撑点条,抽出支撑点条就能够收缩回拢。
冷缩管一般指选用冷收缩技术性的管形电缆附件,具备绝缘层、密封性、安全防护等作用。冷收缩技术性也称之为预扩大技术,由于这是在常温状态靠延展性收缩力收拢,而并不是向热收缩膜原材料要加温收拢,故别名冷收缩技术。冷缩管常见的原材料有硅胶和乙丙胶。冷缩管具备重量轻、实际操作便捷快速、不用工具、应用领域广和产品型号少等优势。与热收缩管对比,不用专用工具加温,在热胀冷缩状况下也可收缩密封,不容易因为热胀冷缩而造成间隙。
冷缩管的制造工艺相比于热缩管较为复杂,工艺流程较多,分冷缩管和支撑条两个工艺流程。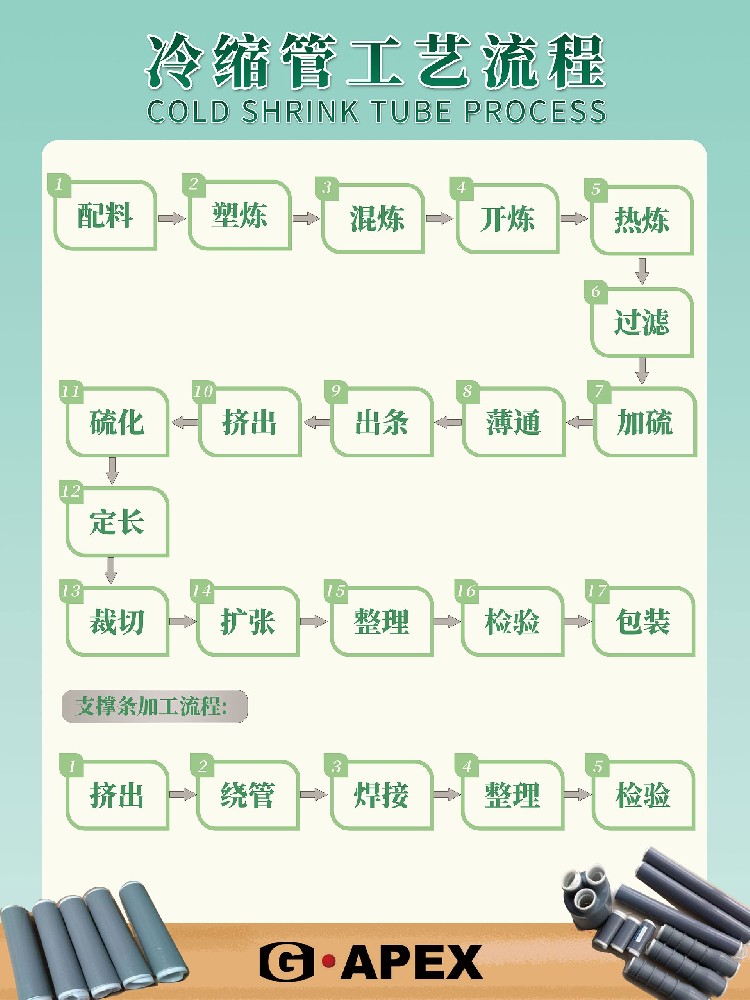
冷缩管的工艺流程为:
配料→塑炼→混炼→开炼→热炼→过滤→加硫→薄通→出条→挤出→硫化→定长→裁切 →扩张→整理→检验→包装→入库
支撑条的工艺流程为:
挤出→绕管→焊接→整理→检验→包装→入库
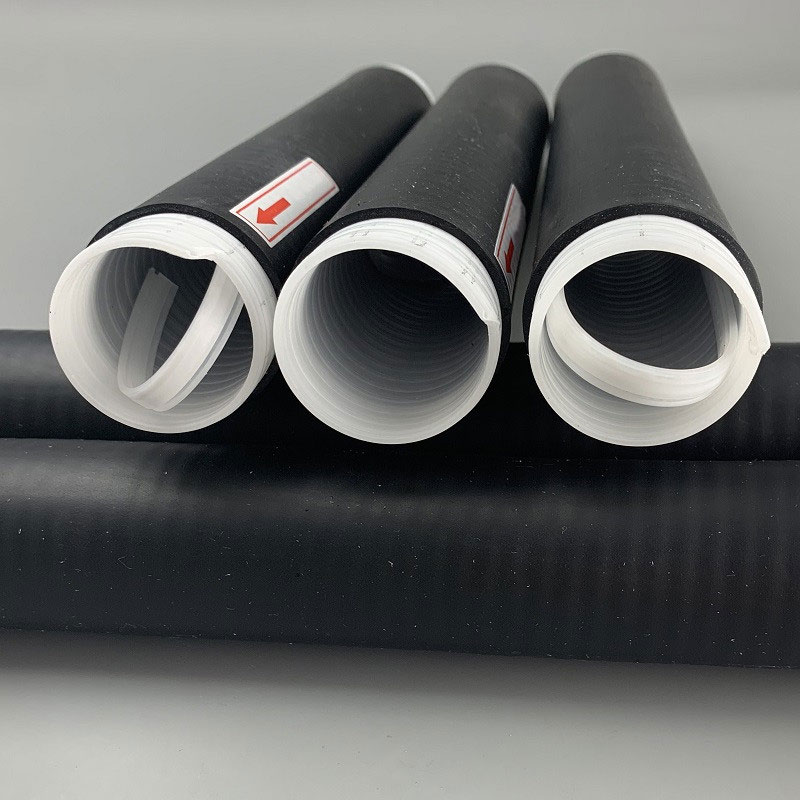
在冷缩管扩张过程中加入支撑条,进而将冷缩管扩张到需要的直径。在安装时将支撑条抽出,冷缩管即可回缩,进而将被包覆物包覆住。
各个流程名词解释如下:
配料:将生胶、补强剂、硫化剂以及其它助剂按比例配备;
塑炼:将生胶在开炼机上薄通塑炼打包后停放待用;
混炼、开炼:将称量配好的塑炼胶,补强剂,助剂,依次加入密炼机进行混炼,混炼好后排出密炼机,在开炼机上开炼、下片,停放后待用;
热炼、过滤:将停放后的混炼胶热炼后进行过滤,以去除杂质,然后下片、冷却停放;
加硫:将过滤后的混炼胶称量后,在开炼机上加入硫化剂,待硫化剂分散均匀后,进行薄通;
薄通、出条:在开炼机将加好硫化剂的混炼胶薄通,出条待挤出;
挤出:按照工艺技术参数的要求,选择合适的口模进行调整,达到工艺技术参数的要求;
硫化:将挤出后符合工艺技术参数要求的未硫化的胶管,按照工艺技术参数的要求进行硫化;
定长、裁切:将硫化好的胶管按照产品的要求和工艺技术参数的规定进行定长、裁切,同时检查硫化好的管子表面是否有杂质、气泡,断面是否有气孔等;

支撑管的挤出、绕管、焊接:用塑料挤出机挤出支撑条,然后在绕管机上按照工艺技术参数的要求进行绕管、焊接、修整、检验;
扩张:在扩张机上将硫化后裁切定长的管子、支撑管组合扩张好,检查扩张后长度;
整理:对扩张后的冷缩管进行修整、检查、表面擦拭,外观目测检查;
检验:检验扩张后的冷缩管是否有机械杂质、划痕、机械损伤、气泡、支撑管有无变形, 按100%进行抽检,检测机械性能、回缩率;
包装、入库:按照客户要求进行包装,入库。
本文由东莞云林原创,欢迎关注,带你一起长知识!

 业务QQ
业务QQ 