





热缩管的最新扩张技术【四】结论
图5是油扩机模具,适合油扩机使用。它由冷却水进口(1)、真空套(2)、定径管(3)、冷却水套(4)、堵(5)、冷却水出口(6)、冷却水环(7)、真空吸口(6)、冷却长孔(9)和真空孔(10)构成。定径管(3)上有二个与其轴线平行的冷却长孔(9),冷却长孔(9)的两端都用堵(5)堵死,定径管(3)的两侧有冷却水环(7),冷却水环(7)的外侧有冷却水套(4),冷却水套(4)的外侧有真空套(2),定径管(3)的两个冷却水环之间有5排真空孔(10),左侧冷却水套(4)上有冷却水出口(6),右侧冷却水套(4)上有冷却水进口(1),真空套(2)上有真空吸口(8)。
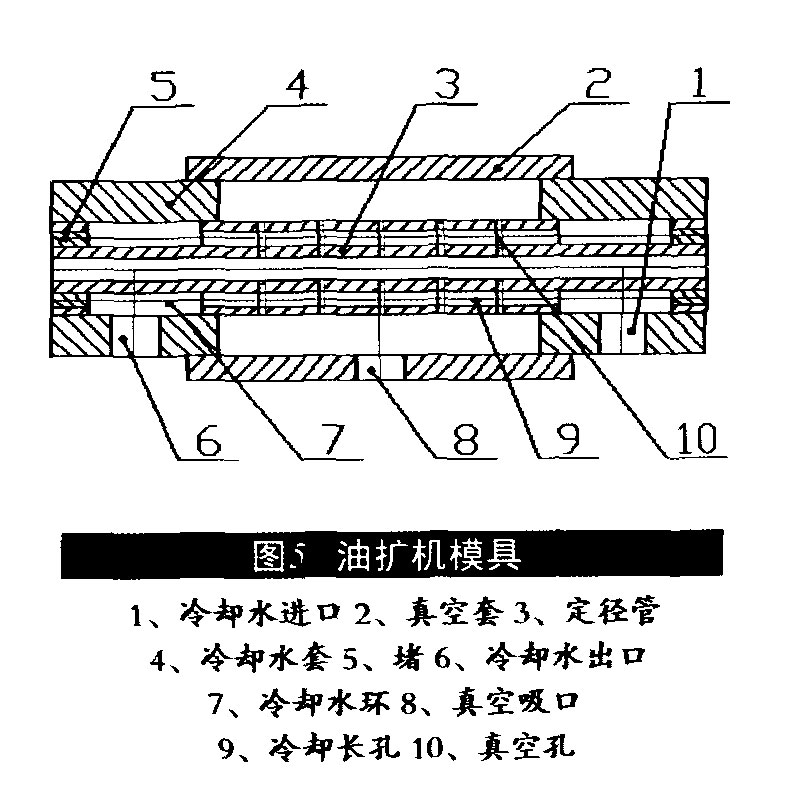
冷却水从有冷却水进口(1)进入到右侧冷却水环(7),通过冷却长孔(9)到达左侧冷却水环(7),经由冷却水出口(6)流出,对定径管进行冷却。真空套(2)、冷却水套(4)和定径管(3)之间形成一个密闭的空间,当由真空吸口(8)抽真空的时候,通过真空孔(10)在定径管(3)的内部形成真空。
本模具适合油扩机使用,最大特点是扩张的同时就进行冷却,由于定径管上处处有冷却水,因此冷却效果非常好,使用该模具的扩张速可以达到15米/分钟以上,而且扩张稳定。
图6列出了三种典型扩张模具模具入口结构,由于模具入口结构对产品轴向收缩率有很大影响,不同的模具入口结构,扩张得到的产品轴向收缩率不同。经过实验对比,在三种典型模具入口结构中,图B的结构最好。图6列出了三种典型扩张模具模具入口结构对产品轴向收缩率有很大影响,不同的模具入口结构,扩张得到的产品轴向收缩率不同。经过实验对比,在三种典型模具入口结构中,图B的结构最好。
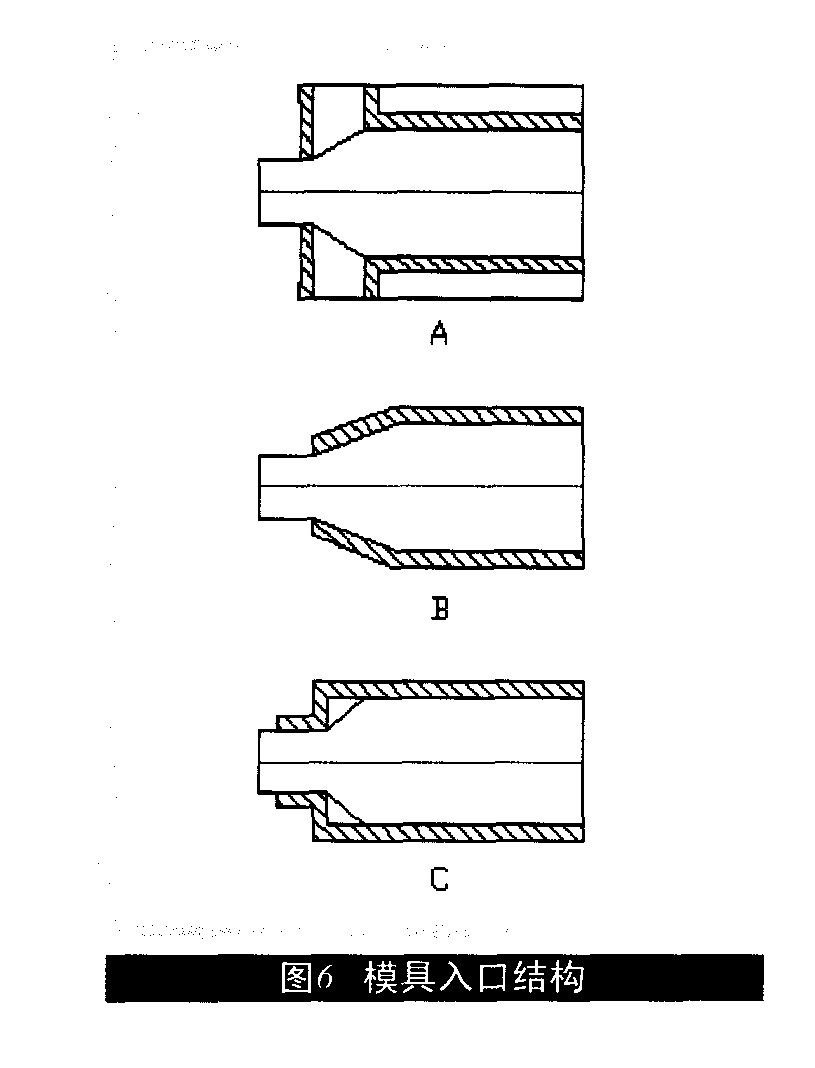
图A的结构是一个缝隙,热缩管自由扩张,这种模具入口结构,扩张得到的热缩管的轴向收缩率一般可以达到5%以内。
图B是一种使扩张得到控制的模具入口结构,在锥面部分,热缩管是沿着锥面缓慢扩张的,限制了其自由扩张,扩张得到的热缩管的轴向收缩率一般可以达到2%以内。对于锥面锥角,一般取25°-35°比较合适,锥角太小,锥面相对会比较长,造成的后果有二个,第一个是热缩管在锥面部分受到充分冷却,扩张不到位,第二是锥面部分热缩管与其摩擦力比较大,不利于产品轴向收缩率的控制。
图C是传统的模具入口结构,这种结构扩张出来的热缩管的轴向收缩率比较大,一般只能达到8%以内。
结论
(1)以EVA和LDPE为基本树脂,以微胶囊红磷和氢氧化镁为阻燃剂,另外加入自制的相容剂、复合润滑剂以及复合抗氧剂、制备出来的产品有毒有害物质符合欧盟RoHS指令要求,产品性能符合UL224标准要求。
(2)油扩张污染环境,属于逐渐淘汰机型,干扩机节能环保,适合扩张各种规格热缩管。
(3)一种模具不能适合所有规格热缩管的扩张,油扩机有其专用扩张模具,干扩张机有其专用扩张模具,小管也有其专用扩张模具。
(4)模具入口结构对热缩管的轴向收缩率影响很大,限制扩张的模具入口结构最好。

 业务QQ
业务QQ 