





热缩管的最新扩张技术【三】扩张模具
扩张模具
图3是小管扩张模具,适合φ1以下热缩管。它由前板(2)、前真空室(3)、外套(4)、冷却室(5)、模具主体(6)、后真空室(7)、后板(8)构成。
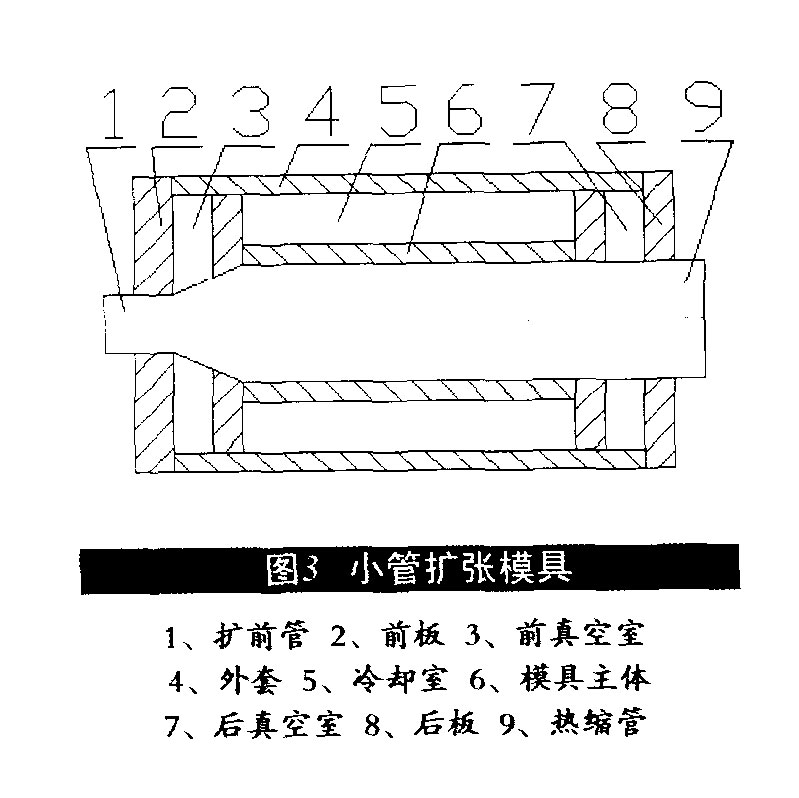
前板和后板的材质可以为金属铜、铝,也可以为非金属塑料、尼龙、电木等,外套的材质一般选用不锈钢或金属铜。在这个模具中,模具主体最为关键,它的材料一般选用不锈钢或锡青铜,内孔表面要非常光滑,粗糙度要达到0.4以上,热缩管需要在模具主体部份冷却定型,由于前后真空作用,在模具主体内,热缩管与其紧密接触,如果内孔表面不光滑,则热缩管与内孔表面的摩擦力会很大,要将热缩管与内孔具主体中拉出来需要很大的力量,导致热缩管被严重拉伸,轴向收缩率超过20%,产品严重不合格(合格品轴向收缩率<3%)。

本模具有二个真空室,即一个前真空室,一个后真空室,前真室主要起扩张作用,真空度要底一些,一般为-0.04~-0.05MPa。如果前真空室的真空太大,则热缩管受到过度扩张,增加与模具主体内孔表面的压力,进而增加他们之间的摩擦力,导致轴向收缩率过大;反之哪果真空太小,则热缩管扩张不充分,无法直径均匀一致的合格产品。前真空室的宽度一般为1-3MM比较合适,宽度太大,则热缩管扩张以后过度膨胀,需要经过拉伸才能进入模具主体,导致产品的轴向收缩率过大;宽度太小,则真空对热缩管的作用不充分,热缩管得不到很好的扩张。后真空室主要起真空保持作用,真空度要高一些,一般为-0.05~-0.07MPa。如果真空太低,则受到扩张扰动作用,真空很容易泄露,造成扩张不稳定。如果真空太大,则增加热缩管与模具主体内孔表面的压力,进而增加他们之间的摩擦力,导致轴向收缩率过大。由于后真空室主要起真空保持作用,其宽度可以大一些,一般取3-8MM。
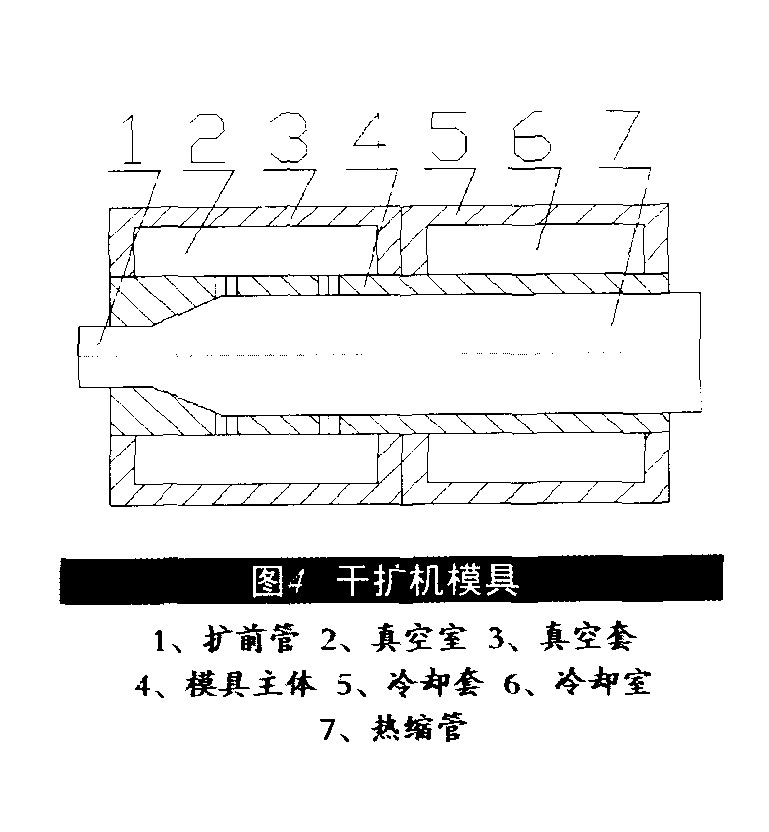
图4是干扩张机模具,适合干扩机使用。它由真空室(2)、真空套(3)、模具主机(4)、冷却套(5)和冷却室(6)构成。真空套和冷却套的材质一般选用不锈钢或金属铜,模具主体材料一般选用不锈钢或锡青铜,内孔表面要非常光滑,粗糙度要达到0.4以上。这种模具的真空室和冷却室完全独立,真空室在前,冷却室在后,热缩管在真空室内得到扩张,在冷却室内冷却定型。真空室的长度一般为30-60MM,热缩管与模具主体内孔表面的摩擦力除了与真空大小有关,真空越大,摩擦力越大,还与真空室的长度有关,真空室越长,则摩擦力越大,因此如果真空室太长,则热缩管与其摩控力就越大,最后导致产品的轴向收缩率达大。如果真空室长度过短,则冷却段的真空很容易泄露,造成扩张不稳定。冷却室的长度一般为50-100MM,冷却室太短,冷却速度慢,限制扩张速度,冷却室太长,虽然可以得较高的扩张速度,但是热缩管与模具主体内孔表面的摩擦力也随之增大,不利于产品轴向收缩率的控制。

 业务QQ
业务QQ 