



摘 要:环保型无卤阻燃热缩管以乙烯-乙酸乙烯共聚物(EVA)和低密度聚乙烯(LDPE)为基体树脂,以微胶囊红磷和氢氧化镁为阻燃剂,加入自制的增容剂、复合润滑剂以及复合抗氧剂,制备的环保型无卤阻燃热缩管的环境物质指标符合欧盟RoHS指令要求,产品性能符合UL224标准要求,达到了国外同类产品水平。自制的增容剂能够显著提高微胶囊红磷、氢氧化镁与基体树脂EVA/LDPE的相容性,产品表面光滑而且拉伸强度明显提高。
关键词:环保;无卤阻燃;热缩管
随着社会的进步和科技的发展,人们越来越重视保护环境。以欧盟为代表的发达国家率先制定了严格的环保法规,在RoHS指令中明确规定, 2006年7月以后,消除电子电器产品中的铅、镉、汞、六价铬等重金属以及多溴联苯(PBB)、多溴联苯醚(PBDE)等危害环境的物质。我国信息产业部于2006年11月发布并实施了电子行业标准SJ/T 11363—2006《电子信息产品中有毒有害物质的限量要求》,禁止在电子信息产品中使用铅、镉、汞、六价铬等重金属以及PBB、PBDE等有害物质,其中危害环境物质的种类与含量和欧盟RoHS指令相同。热缩管作为电子电器产品中不可缺少的部件之一,环境物质指标必须符合国内外环保法规的规定。
本文以乙烯-乙酸乙烯共聚物(EVA)和低密度聚乙烯(LDPE)为基体树脂,以微胶囊红磷和氢氧化镁为阻燃剂,加入自制的增容剂、复合润滑剂以及复合抗氧剂,制备的环保型无卤阻燃热缩管的环境物质指标符合欧盟RoHS指令要求,产品性能指标符合UL224标准要求,达到了国外同类产品水平,已经批量生产,供应市场。
1、原料及配方
1.1 原料
EVA(VA含量28%),工业品,杜邦公司;
LDPE,18D,工业品,大庆石化公司;
微胶囊红磷,工业品,珠海历诚;
氢氧化镁,F-2000,工业品,沈阳东高;
复合润滑剂,工业品,自制;
复合抗氧剂,工业品,自制;
增容剂,工业品,自制。

2、检测方法及设备
环境物质含量在深圳S G S 公司检测,铅的检测方法为E PA 3 0 5 0 B,镉的检测方法为EN1122,汞的检测方法为EPA3052,六价铬的检测方法为EPA3052,PBB、PBDE的检测方法为EPA3540C。
东莞市云林应用材料有限公司拥有按照UL224标准检测热缩管性能的全部仪器,如下所示。
拉力机 XL-100A
燃烧试验机 HVR-2
耐压试验仪 CS2670
老化箱 401A
高阻表 C36
恒温恒湿箱
3、工艺流程
环保型无卤阻燃热缩管的制造工艺流程为:
混合造粒→挤出成型→辐射交联→扩张定型→包装
3.1 混合造粒
按配方称取各种原料,用高速搅拌机搅拌均匀,一次搅拌量110kg,搅拌时间8~12min。
混炼造粒由造粒机、冷却水槽、吹干机以及切粒机完成。混炼造粒工艺参数为:主机转速 1000~1400r/min,喂料机转速50~80r/min,机身温度110~160℃,机头温度190~240℃。
3.2 挤出成型
挤出成型由挤出机、冷却水槽、牵引机、张力机和收卷机完成。其工艺参数为:挤出速度20~50r/min,牵引速度30~50Hz,挤出机温度90~130℃。
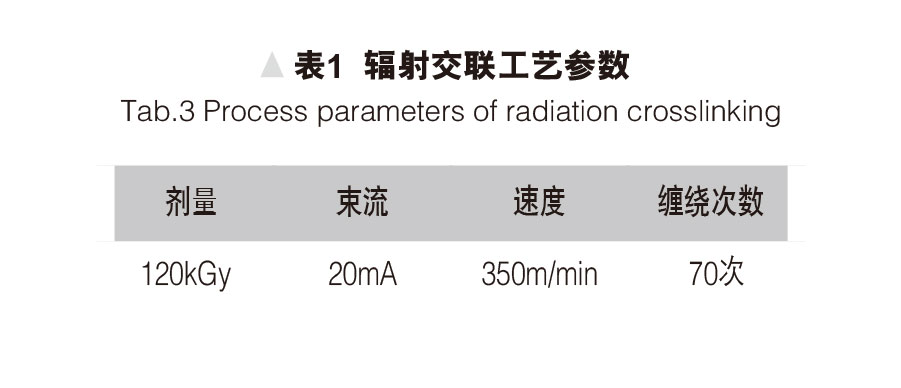
3.3 辐射交联
辐射交联由电子加速器和束下传输装置完成。电子加速器的作用是产生射线,对塑料管材进行辐照,使其产生交联,束下传输装置的作用是将塑料管材连续送入送出电子加速器。在缠绕次数确定以后,通过控制电子加速器束流和束下传输装置的速度可以得到需要的辐射剂量。辐射交联工艺参数如表1所示。
3.4 扩张定型
将经过辐射交联的塑料管材加热到高弹态,然后用扩张机进行扩张,得到热缩管[2]。扩张定型工艺参数为:温度120~150℃,输入速度8~10Hz,牵出速度8~10Hz,真空度-0.06MPa。
4 结果与讨论
4.1 基体树脂选择
环保型无卤阻燃热缩管以EVA和LDPE为基体树脂,EVA(VA含量28%)具有良好的物理力学性能,耐候性、耐应力开裂性、加工性好,可以添加大量填料。随着VA含量提高,其弹性、柔软性、相容性,透明性等相应提高;当VA含量减少,则性能接近于聚乙烯。因此选用VA含量为28%、熔体流动速率为3~5g/10min的EVA,能够满足环保型无卤阻燃热缩管对基体树脂的要求。
LDPE具有优良的耐低温性能(最低使用温度可达-70~-100℃),力学性能及化学稳定性好,耐大多数酸碱的侵蚀,常温下不溶于一般溶剂,吸水性小,电绝缘性能优良,与EVA(VA含量28%)相比,价格低廉,根据环保型无卤阻燃热缩管的要求,选用熔体流动速率为2~3g/10min的LDPE。
EVA与LDPE的混合比例为7∶3,这样既发挥了LDPE价格低廉、刚性好的特性,又能够提高混合树脂的加工性能。
4.2 阻燃剂选择
环保型无卤阻燃热缩管以微胶囊红磷和氢氧化镁为阻燃剂。普通红磷在空气中易吸湿、氧化,与高分子材料相容性差,而且易引起爆炸,因此其应用范围受到了限制;微胶囊红磷除克服了红磷固有弊端外,还具有高效、低烟,在加工中不产生有毒气体等优点,其分散性、物理力学性能、热稳定性及阻燃性能均有提高和改善。微胶囊红磷受热分解成脱水性极强的偏磷酸,它能使燃烧的聚合物表面炭化,炭化层既可以阻止可燃气体的释放,又具有吸热作用。另外微胶囊红磷与氧形成PO自由基进入气相后,可以捕捉大量H和HO自由基,起到阻燃作用。
氢氧化镁受热(340~490℃)后发生分解,吸收燃烧物表面热量起到阻燃作用,同时释放出大量水分稀释燃烧物表面的氧气,分解生成的活性氧化镁附着于可燃物表面又进一步阻止了燃烧的进行,氢氧化镁在整个阻燃过程中不但没有任何有害物质产生,而且其分解的产物在阻燃的同时还能够大量吸收高分子燃烧所产生的有害气体和烟雾,从而使燃烧很快停止,同时消除烟雾,阻止熔滴。微胶囊红磷在EVA/LDPE(70/30)中的阻燃效果如表2所示。
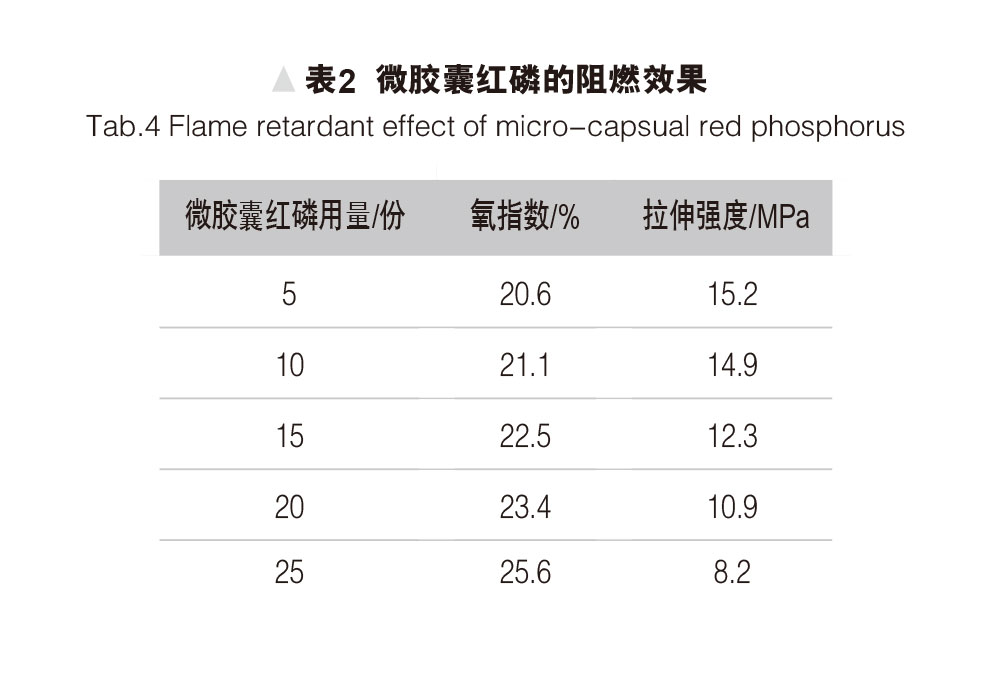
从表2可以看出,随着微胶囊红磷用量的增加,氧指数相应增加,阻燃效果比较明显,但是由于加工技术的限制,微胶囊红磷的粒径较大,与基体材料的相容性不好,导致拉伸强度快速下降。
氢氧化镁在EVA/LDPE(70/30)中的阻燃效果如表3所示。
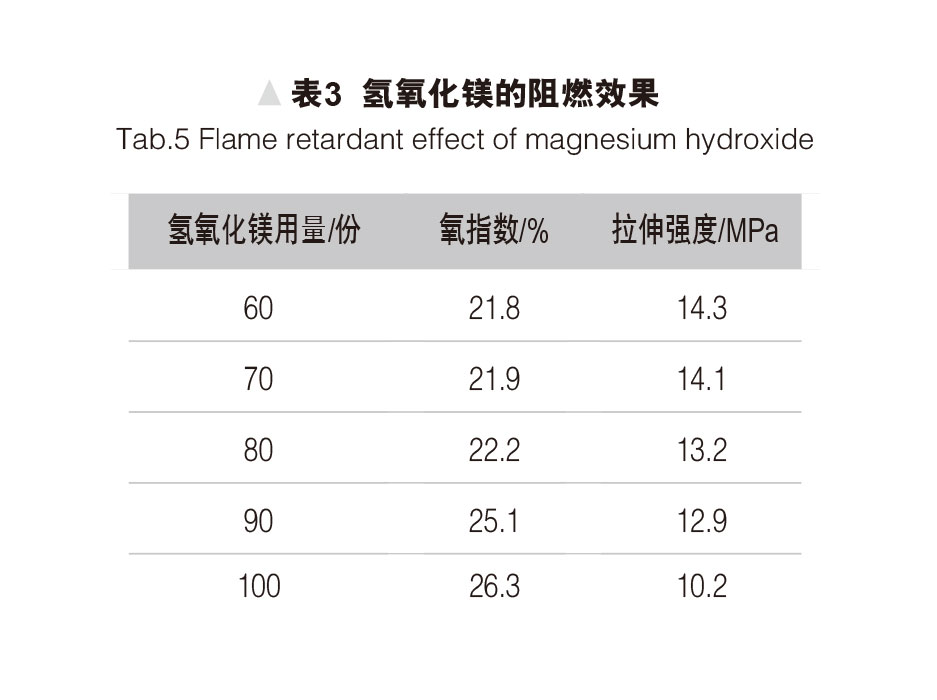
从表3可以看出,随着氢氧化镁用量的增加,氧指数相应增加,当氢氧化镁超过90份以后,氧指数增加较快,说明氢氧化镁达到一定用量以后,阻燃效果才明显。
微胶囊红磷与氢氧化镁在EVA/LDPE(70/30)中共用的阻燃效果如表4所示。
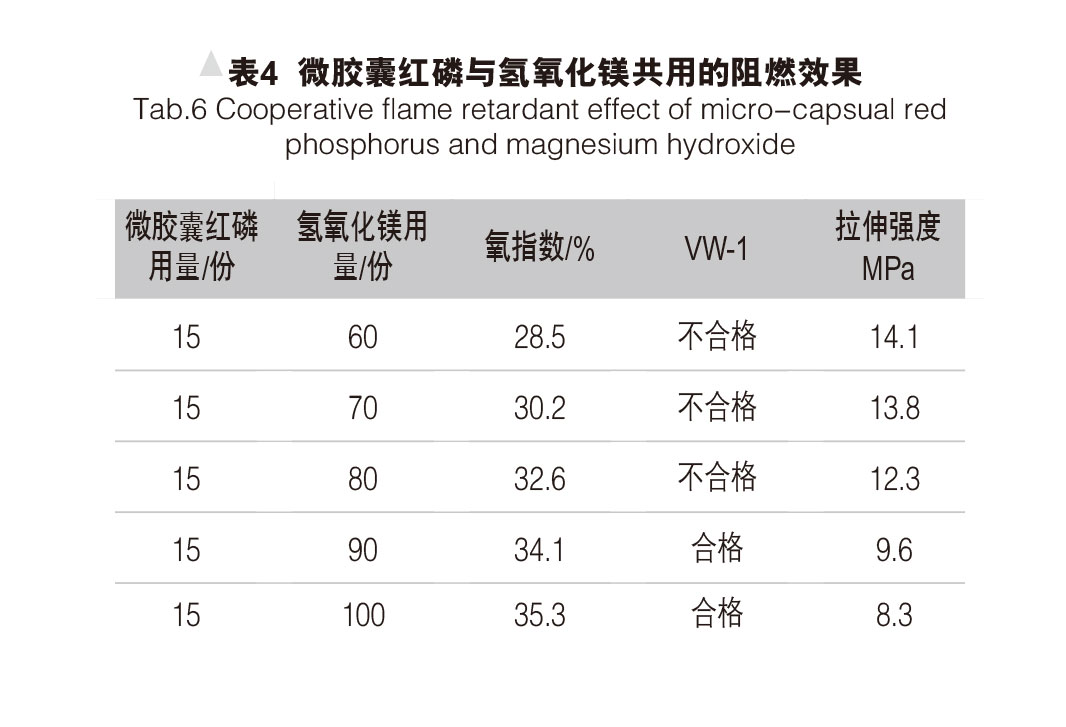
从表4可以看出,微胶囊红磷与氢氧化镁具有协同阻燃效果,与单独使用相比,阻燃效果明显。当微胶囊红磷的用量为15份,氢氧化镁用量达到90份时,氧指数超过34%,可以通过VW-1燃烧实验,但是拉伸强度较低,不能达到UL224标准(≥10.4 MPa)的要求,说明基体树脂与阻燃剂的相容性不好。
5.3 增容剂的作用
根据EVA、LDPE基体树脂、微胶囊红磷以及氢氧化镁的特点,自制了增容剂,以提高基体树脂与阻燃剂的相容性。添加增容剂后,产品(EVA/LDPE为70/30)性能如表5所示。
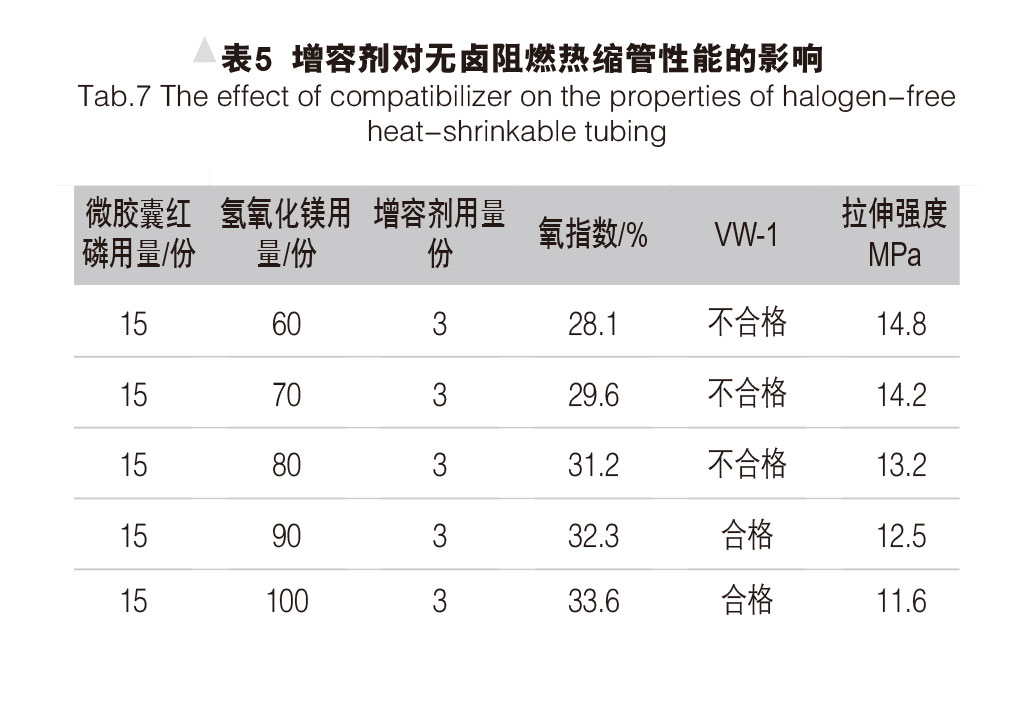
从表5可以看出,在阻燃剂添加量不变的情况下,加入增容剂以后,增加了基体树脂与阻燃剂的相容性,产品拉伸强度大幅度提高。当微胶囊红磷为15份,氢氧化镁为90份,增容剂为3份时,产品的阻燃性以及拉伸强度能够达到UL224标准要求。从表7还可以看出,添加3份增容剂以后,氧指数有所下降,但是能够通过UL224的阻燃性VW-1实验。
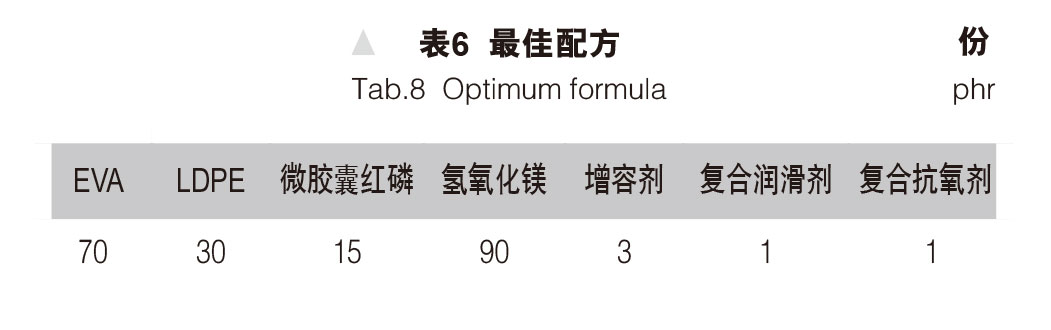
4.4 最佳配方确定
根据上述分析结果,得出最佳配方如表6所示。
按照表6制备环保型无卤阻燃热缩管的技术指标如表7所示。
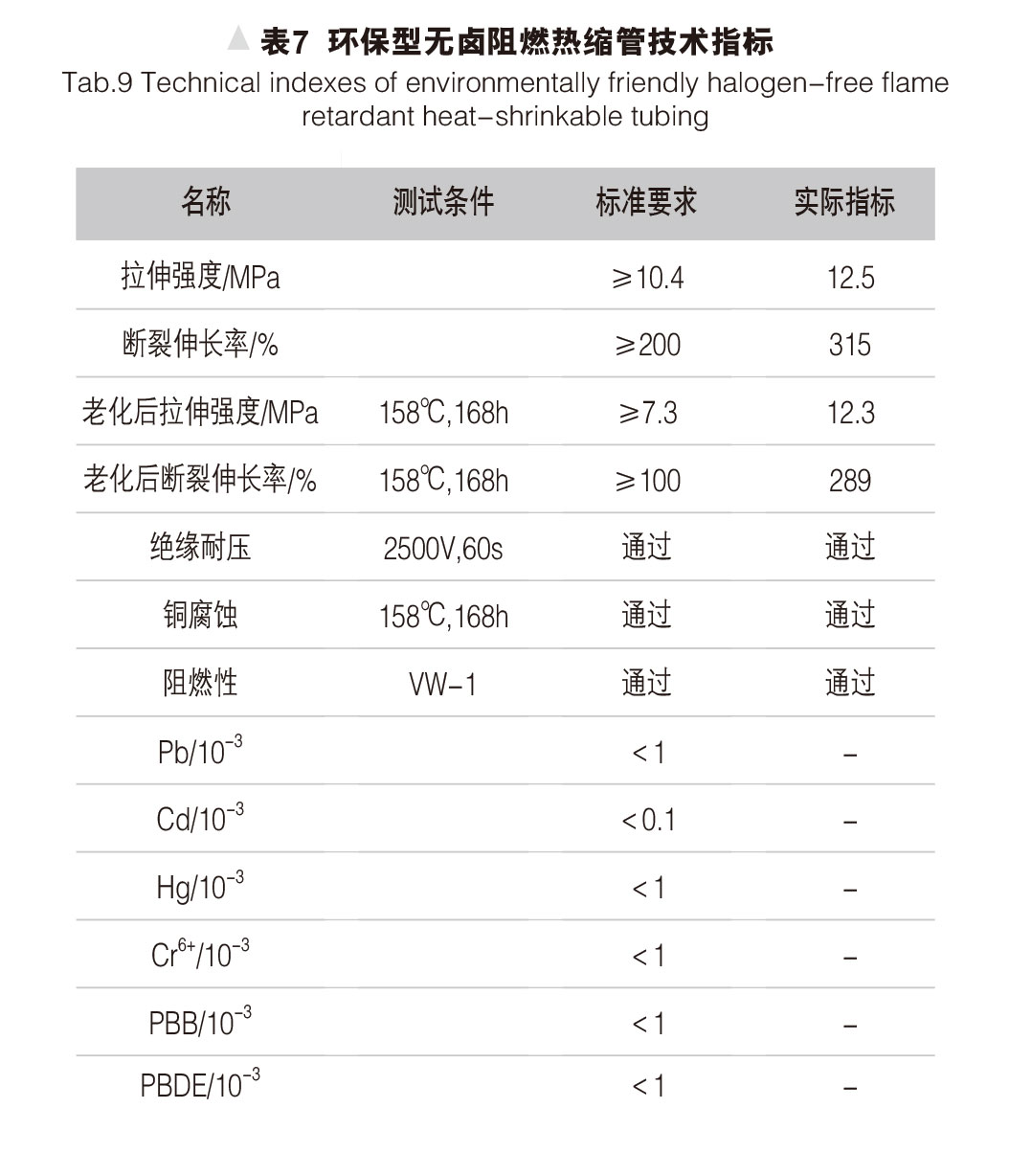
从表7可以看出,产品的实际环境物质指标符合欧盟RoHS指令要求,并高于欧盟RoHS指令;产品的性能指标符合UL224要求,达到了国外同类产品水平,可以替代进口产品;按照表8制备的环保型无卤阻燃热缩管的表面光滑,解决了该产品阻燃好,则表面不光滑;而表面光滑,则阻燃性差的技术难题。
5 结论
(1)产品最佳配方为EVA 70份,LDPE 30份,微胶囊红磷15份,氢氧化镁90份,增容剂3份,复合润滑剂1份,复合抗氧剂1份。制备的环保型无卤阻燃热缩管的环境物质指标符合欧盟RoHS指令要求,产品性能符合UL224要求,达到了国外同类产品水平,可以替代进口产品。
(2)微胶囊红磷与氢氧化镁在EVA/LDPE体系中,具有协同阻燃作用。
(3)自制的增容剂能够显著提高微胶囊红磷、氢氧化镁与基体树脂EVA/LDPE的相容性,在保证阻燃效果的前提下,产品表面光滑,而且拉伸强度明显提高。
本文由东莞云林搜集并整理,欢迎关注,带你一起长知识!

 业务QQ
业务QQ 