




辐照交联聚乙烯热缩管连续扩张制造工艺
1 .前言
近年来在众多的塑料管材家族中又增添了一种新的高新技术产品一一辐射交联热收缩管。这种由低密度聚乙烯经辐照(电子束或γ射线)交联、扩张成型制成的管子,因其机械、耐热、抗腐蚀等性能优于普通聚乙烯材料,又有加热收缩、紧密包覆的特点.它的应用范围正在不断扩大。目前主要用于电线电缆的接续;电器线路接头、接插件的保护;各种管子接头的外护腐等。本文介绍一种小管径热缩管的连续扩张制造工艺,希望有更多的人们了解它,应用它。

2 .基本原理
线型结构聚乙烯大分子链,在射线(γ射线或电子束)作用下获得能量被激化,激化分子在脱氢、链断裂等过程中形成自由基,通过自由基、或自由基和双键的结合.使聚乙烯大分子链形成交联的网状结构。
交联反应发生在非结晶区,支链和双键的存在有利于交联,因而结晶度较低、支链和双键数较多、分子量大的低密度聚乙烯通常被用于环境制作热缩管的基材。
交联聚乙烯被加热到熔点温度时不会熔融而呈弹性体、这时可通过拉伸、吹胀等方法使其在外力作用下产生形变,并冷却固定形变。当再次加热到熔点温度时,形变会消失恢复到原来的形状.这就是交联聚乙烯的“记忆效应”。交联聚乙烯热缩管的制作就是基于它的这一特性。

3 . 工艺过程
辐射交联热收缩管的制作过程通常有以下几部分组成:配方混料~挤出成型~射线照射~扩张定型
根据用途不同,在 PE 基料中加入抗氧剂、色母料、阻燃剂等添加剂混合均匀,在塑料挤出机中挤出成所需直径、壁厚的管子,经射线均匀照射到一定的吸收剂量后,横向扩张、冷却定型就可以得到径向收缩的热缩管。热缩管的扩张方法有多种,下面介绍一种用于扩张内径小于 20mm管子的连续扩张工艺,工艺过程如图 1所示:
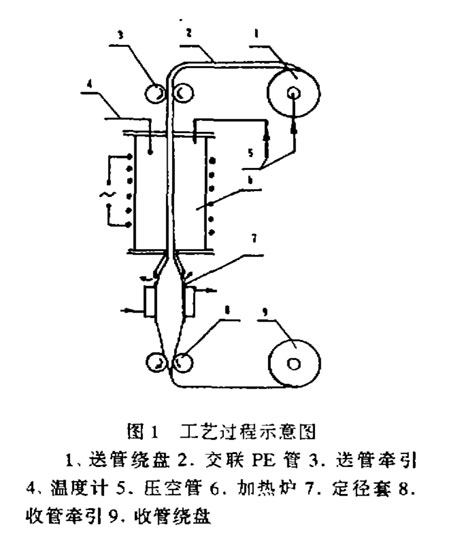
辐照好的管子 2 绕在送管盘 1 上,一端和压缩空气管 5 相连接,一端经送管牵引夹棍 3 送入加热炉 6 , 管子在炉中被加热到熔点温度后,从炉子下口出来经定径套 7 被扩张、冷却,扩张后的管子经由收管牵引 8 拉出绕在收管绕盘 9 上。以上过程中关键设备是加热炉和定径套。立式加热炉要其有一定的密封保气性,操作过程炉内要通入压空保持一定的压力、使得通入压空的管子在炉内被加热变软时不会吹胀鼓泡;加热温度能在一定范围调节并保持恒温。
定径套用一定内径的铜管(通常内径为被扩管内径的 3 倍左右)制作,内壁要求光滑.外有冷却水套,一头加了成锥形,锥体和冷却套之间均布有小的泄压孔。管子在这里因外部压空泄出,内外形成压差使其扩张并被冷却水冷却。

4 .工艺参数
工艺过程中需要控制的工艺参数主要是加热炉温度、管子内、外压力和两个牵引速度:加热炉的温度根据被扩管子的材质、大小和牵引速度调节。管子大、速度快,相应温度就要高。原则是单位长度管子从炉顶进入炉子到达下口时刚好被完全加热软化。
温度太高管子外壁发粘,太低则扩不起来。对于聚乙烯管,一般炉温控制在140~200℃ 。管内压空压力根据管径和交联度大小调节,管径越小,交联度越大,所需压力越大,一般在0.1~0.9(kg/cm2)范围之内。炉内压力起平衡作用,一般略小于管内压力,保证管子在炉内既不会被压偏又不会鼓泡。收管牵引速度要稍大于送管速度,以保证管子在炉内因加热伸长时不会弯曲,

前面已经提到辐照交联热收缩管的扩张方法有多种,本文介绍的只是其中的一忡,对管径偏小的软管来说,是比较简单实用的。对管径,壁厚大的硬管一般采用单很(长度 1 米左右)加热、扩张的不连续操作工艺。对管壁较薄的大管也可采用甘油加热连续扩张工艺。
本文由东莞云林搜集并整理,欢迎关注,带你一起长知识!

 业务QQ
业务QQ 