




摘要热缩套管工艺应用于舰船电缆密封,不但具有良好的外观和水密性,还有优良的绝缘、耐磨和应力消除作用。该文简述了热缩套管选用、施工处理等内容,并介绍了热缩套管工艺在舰船电缆密封方面的应用。
现代舰船长时间在恶劣环境下使用,舰艇上各种电气设备进接线质量如何,直接影响到设备的可靠使用。在舰船上采用热缩套管工艺,不仅能防水、防汽、防盐和防其他腐蚀,而且能消除应力,具有优良的绝缘、耐磨损和应力消除性能,克服了常用的 DMT-J2 嵌塞式密封填料可拆性差和 DFD-Ⅱ型软性堵料成型效果差,易流挂、发粘的弊病。
为了保证热缩套管工艺在舰船上成功应用,必须对热缩套管的选用,施工中电缆热缩套管的处理,几种典型接头的热缩封装,加热成型等环节加以认真控制,以保证施工质量。
1 热缩套管的选用
选用热缩套管主要考虑三个因素:形状、直径和水密。
( 1 )形状
按施工对象的基本形态,有的可选用直管状套管,如电缆冷压端头和多于五芯的电缆根部;对于单芯、双芯、三芯、四芯电缆芯线根部分别选用直管、二指套、三指套、四指套热缩套管;对于电缆进入单个填料涵,以及电缆专用插头,可选用直管状或有转角的“ L ”形特制异型模缩套管。

( 2 )规格尺寸
热缩套管的直径要根据电缆、填料涵或专用插头插座直径大小,分别选取不同缩比的材料,一般可选用 2 . 5 : 1 和 3 : 1 缩比的材料。其基本原则是:热缩管加热前的直径要大于电缆直径,而加热后可达到的最小直径必须小于电缆直径。
也可按如下经验公式估算:
Φmax = K ● Dmax
Φmin = 1/K ● Dmin
式中:Φmax 为热缩管收缩前最大直径;Φmin为热缩管收缩后最小直径; Dmax为接头处电缆最大直径; Dmin为接头处电缆最小直径; K 为经验系数,取 1 . 17~1 . 2 。热缩套管直径不能选得过大或过小,否则无法达到密封和加固的效果。在选用套管时还应注意薄型、厚型两种情况。一般地,当热缩套管安装在电缆根部、电缆芯线分支口、专用插头、单个填料涵上时,可选用厚型;安装在整段芯线、芯线端子头,或专用插头、插座内芯线与接插件上(焊针、插针)时,可选用薄型管材。
( 3 )水密
有水密要求的部位须选用内壁带热熔胶的套管,也可选用内壁不带胶的管材,但被包覆部位,必须包敷一薄层热熔胶带或密封胶。
2 三种典型情况下电缆热缩套管的处理
( 1 )单个水密填料涵部位热缩套管处理(图 1 )
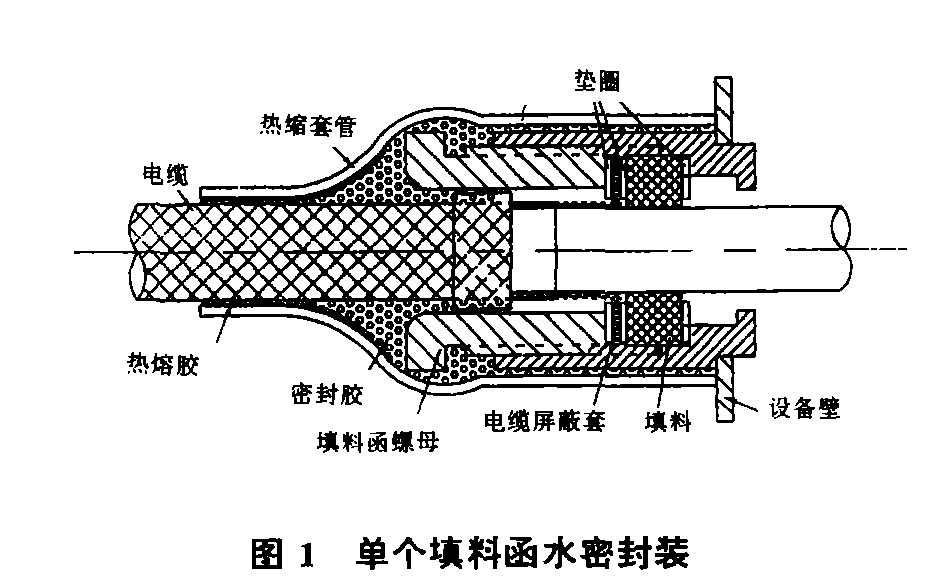
在电缆进入设备接线施工前,先去除封装部位毛刺、灰尘、油污及水汽,套入一段总长为 2 倍单个填料涵长度(约 80 ~100mm )带热熔胶热缩套管,在密封螺母与填料涵底座凹陷处罗纹部位,用密封胶包绕、填满,在电缆从密封螺母引出口部位,用密封胶填塞形成半球状。然后把热缩套管置于整个填料涵并紧贴箱体壁或至少极盖三分之二填料涵底座长度的位置上。为了收缩定型良好,先行加热填料涵底座上的热缩管,使其收缩固定,再向电缆方向逐渐加热固定。
( 2 )专用插头、插座部位热缩套管处理(图 2 )
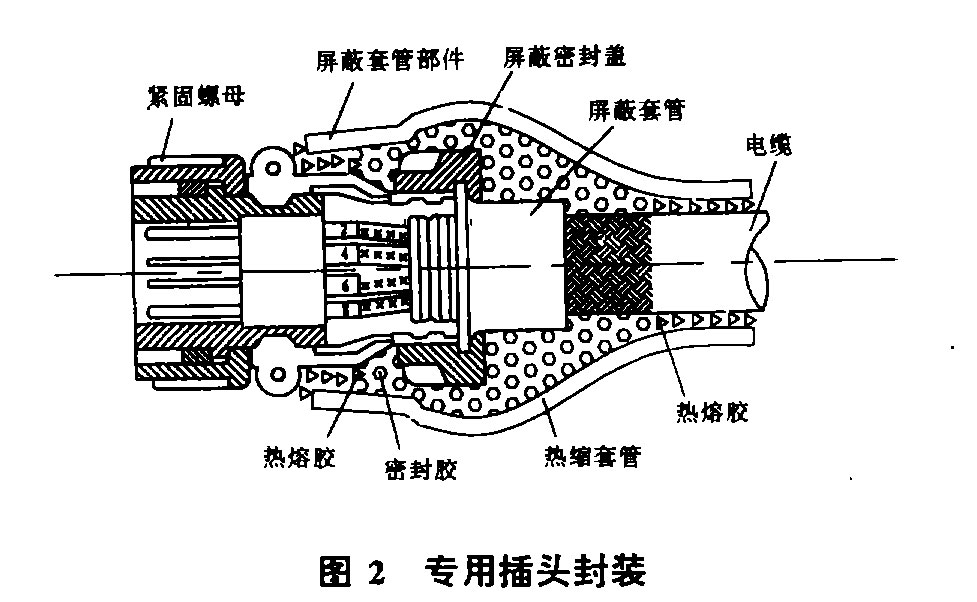
对于此类接头封装,必须在单机系统调试及系泊试验时完成,将插头、插座上应收紧的螺钉、螺母紧固好后进行。将插头拔出与插座分离,套入热缩套管,对于专用插头上作固定电缆用的电缆夹或迫紧螺母(屏蔽密封盖)部位及电缆引出口处多填塞密封胶,对在室内部分的专用插头、插座,只作电缆与插头间的加固封装,不能把插头与插座连接时锁紧用的螺母封装在内。封装后,插头擂回原位,并收紧与插座连接用的锁紧螺母.对于有的室外露天部位专用插头、插座,须对电缆与插头、插座一整体加固水密封装。
( 3 )露天部位电磁兼容接地线热缩套管处理(图 3 )
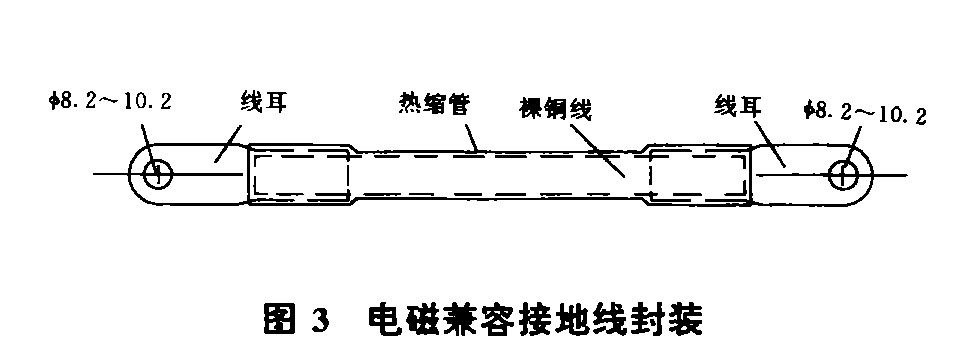
以前,露天部位电磁兼容接地线采用软电缆和铜丝编织带,易折断,也易受海水腐蚀损坏。为此,可选用比较柔软的TJRX-3型镀锡铜软绞线(铜丝绳),在其两端锡焊接线端子,在两端子头和导线间加绕密封胶,连同两个端子头和铜丝绳加装柔软阻燃型热缩套管,对热缩套管加热使其收缩,从而对整根接地线进行水密性封装。
3 加热控制
热缩套管只有在加热到一定温度时才会收缩紧固于接头部位。用热风枪加热时,必须环圆均匀加热,距离一般控制在 30~50mm 为宜,加热温度控制在 120~130 ℃ 。热风枪出风口不能太靠近被加热材料,否则,因温度过高或局部高温而使材料烧焦。在正常操作施工情况下,当套管均匀紧密地包裹在电缆、专用插头、插座或填料涵上,其表面呈现出平滑光亮状时,表明加热收缩完毕。如热缩管材内带有密封用的热熔胶或密封胶,则加热时以两端口有少许胶舌溢出为宜。
至于加热方向,对直管状的材料,从一端向另一端方向环周加热,亦可自中部分别向两端加热,使材料收缩固定;对异直径管材,自专用插头、插座、填料涵端开始向电缆端加热固定;对指套状管材,自根部开始加热,再向分支端(芯线端)均匀加热固定。
4 热缩套管应用范围 AEC - 电缆防水热缩封帽
(1)室外露天部位
全船所有露天的水密填料涵,包括开关、开关插座、灯具、分电箱、穿壁填料涵;岸电外接电缆两端头;导弹发射架接线箱填料涵;雷达天线部位专用插头;光电跟踪仪指向器专用插头;电子战系统水密填料涵;含磷毒剂报替仪专用插头;露天部位电磁兼容接地线。
(2)室内部位
主机监控系统中容易受损的主机转速、尾轴转速传感器接头,接近花地板及在花地板下安装的传感器接头,发电机组上所有传感器插头;机舱花地板下滑油加热器填料涵,海水防腐电极专用插头;蓄电池室全部接线端头。
我们采用热缩套管密封工艺对某新型导弹护卫舰上述各部位的 1000 余处电气接头进行施工,获得了令人满意的效果.应该指出的是,从单位价格来看,热缩套管比以前“软性填料”要贵一些,但从全寿命周期费用来考虑,这种热缩套管工艺具有较高的费效比。

 业务QQ
业务QQ 