





全塑电缆热缩管封焊应注意的问题
全塑电缆线路接头封焊的方法很多,归纳起来可分为两大类:一类为冷接式(塑管加包带封焊法、组合套管封焊法、配线盒封焊法等);另一类为热接式(热缩管封焊法,热缩—铅管封焊法、注塑封焊法等)。这两类封焊方法在目前全塑电缆线路施工与维护中都有应用,但应用最多最广泛的还是后一类中的热缩管封焊法。
热缩套管是用高分子混合塑料加工成型后,经300万电子伏的高能电子束辐射(轰击), 再经扩张或拉抻,内涂热熔胶,外喷温度显示色剂后,便形成热缩套管。热缩套管具有记忆特性,即对热缩管加热,热缩管便自动收缩(直到其生产过程中接抻或扩张前的形状)。在其收缩的同时,管内热熔胶随之熔化,附着于电缆的 外皮,待其冷却后,产生强度很高的粘结力,进而防止潮气或水份浸入。
由于热缩管封焊电缆接头具有较好的气闭性能,且操作方法简便,故在施工中采用热缩管封焊法越来越普遍。在实践中发现,在使用热缩管封焊时,若处理方法掌握不当,将导致漏气、进潮、进水等故障,轻者将降低线路的绝缘程度,影响通信质量,重则将会造成通信中断等故障。因此,在采用热缩管封焊时必须注意以下几个问题。
1、热缩管型号、规格的选择
由于全塑电缆的架(敷)设方法不同,电缆的程式、规格不同等,在采用热缩管对电缆接头进行封焊时,其型号,规格也是有区别的。认真选择热缩管是全塑电缆接头封焊工作的第一 步,也是能否保证接头封焊质量的关键。
选择热缩管的型号主要依据电缆线路是否需要进行气压维护,对于非气压维护的电缆线路(架空电缆线路、填充型电缆线路等),接头封焊应选用非充气型热缩管,对于需要进行气压维护的电缆线路,接头封焊时则应选用充气型热缩管。
热缩管的规格一般由三部分内容决定,即包容内径、收缩内径、电缆护套开口长度。包容内径是指热缩管收缩前材料本身原有的最大内径。收缩内径是指热缩管收缩后的最小内径,如G-APEX ATM140/42表示此热缩管最大包容内径为140mm,加热收缩后的最小内径为42mm,选择热缩管规格时必须满足以下两个原则:一是包容内径应比电缆接头芯线、屏蔽接续和包扎后的外径大一些,使之能包容得住;二是收缩内径应比单条电缆的最小外径小一些,使之能紧紧地收缩包封在电缆接头两侧的护套上。
2、电缆护套的清洁与打毛
实践证明,全塑电缆进潮或进水,多数是从套管的两端浸入,因此,认真处理电缆外护套与热缩管粘合问题非常重要,但由于电缆护套的清洁与打毛工作非常简单,所以在热缩管封焊过程中往往被人们所轻视,主要表现有以下三种情况:一是对电缆护套不进行清洁与打毛,二是清洁与打毛不彻底;三是打毛方法违反规定。 以上三种情况都会导致封焊的失败。
电缆护套清洁与打毛的目的,是为了使热缩管收缩后能与电缆护套紧密地粘结一起,防止潮气和水份从此处浸入。打毛的方法是用砂布条把做好清洁的电缆部位(在金属内衬两端各向外延长200mm)进行横向打毛“打毛应认真、彻底,切勿顺电缆方向进行打毛。
3、热缩管的加热收缩
用喷灯对热缩管进行加热,是热缩管封焊过程中技术要求较高的一步,也是整个热缩管封焊成败最关键的一步。在实际工作中,常因热缩管的加热方法不正确或加热温度控制不好,造成热缩管损坏或封焊不严密(表面已圆整无皱纹,但管内热熔胶并没有完全熔化,特别是套管的两端热缩管与护套没有很好粘合)。因此在施工与维护中必须高度重视这一问题。
加热收缩热缩管的方法是,先中间后两端, 先下方后上方。具体操作如下。
1).用喷灯对热缩管进行加热,应先从接头的中央部位下方加热,一直加热到热缩管上面绿色温度显示斑点完全变黑,注意使用喷灯火焰不要过大。然后,把喷灯移到热缩管中央的上 方部位进行加热,加热到包管中央部位完全收缩与金属内衬相吻合(表面没有皱纹),即可向两端加热,如附图所示。
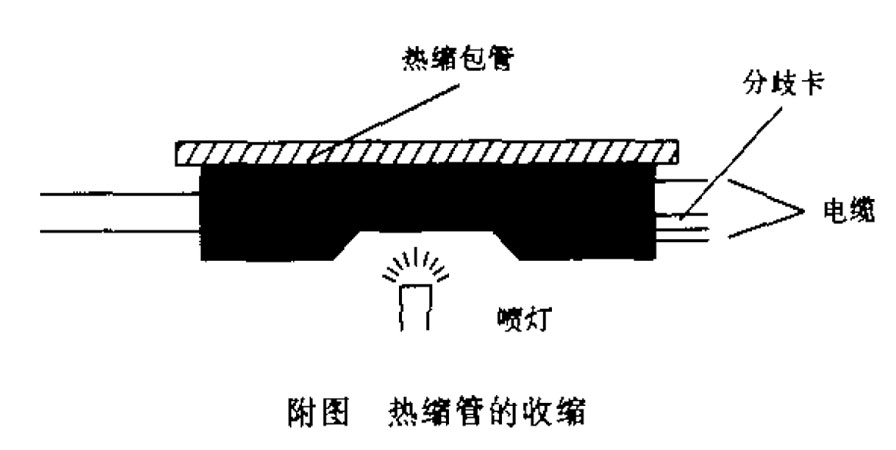
附图热缩管的收缩
2).对热缩管两侧进行加热直至末端,方法也是先下后上。注意加热部位必须使包管收缩到与金属内衬相吻合粘实后,再向末端移动火焰加热,否则,容易在热缩管与金属内衬之间存有空气,造成热缩管爆裂。
3).在有分歧电缆一侧,对包管进行加热后,再着重对分歧夹进行加热,加热到使热缩管内热熔胶及分歧夹上的热熔胶一起溢出为止(两者热熔胶颜色不同)。
4).最后在热缩管的锁口夹上再加热约10秒钟,并用锤子轻轻拍平,使其交接面粘接吻合,无缝隙或脱离的情况。待整个热缩管表面加热 后,圆整无皱纹,指示色完全变黑,两端有热熔胶流出,即可认为热缩完成。
本文由东莞云林原创,欢迎关注,带你一起长知识!

 业务QQ
业务QQ 