





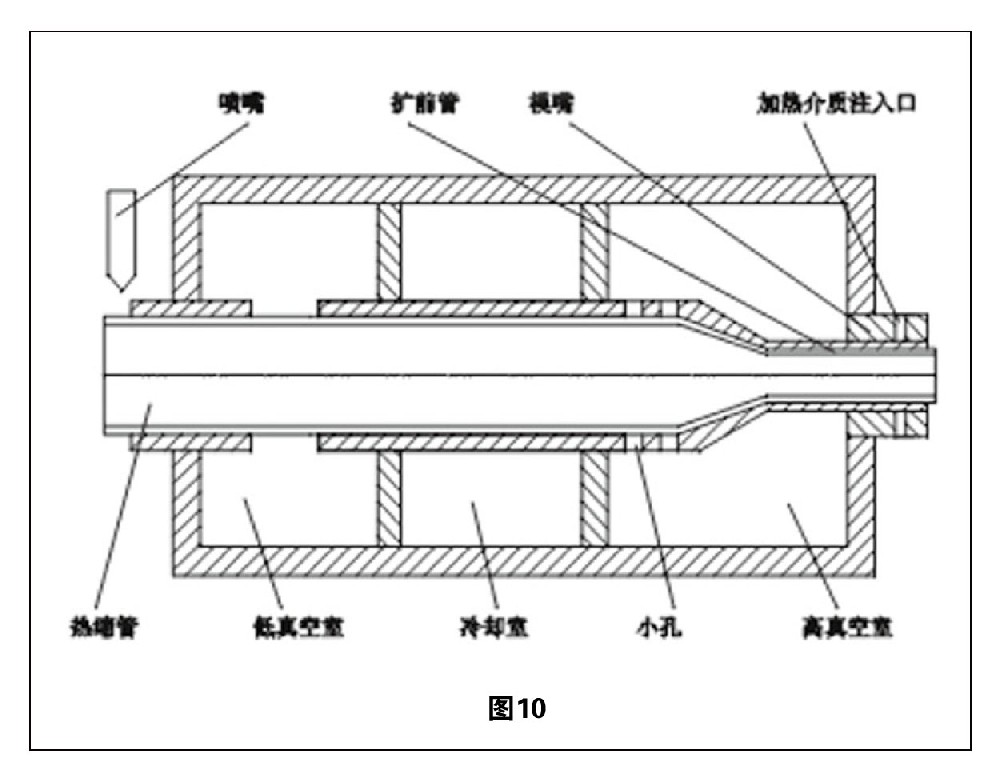
水野裕介发明了图 10 所示的扩张装置,密封垫为多孔橡胶材料,密封室保持低真空;扩张套同样为多孔橡胶材料,内表面呈圆锥形状,能够控制扩前管径向扩大速度,扩前管在内压与真空联合作用下得到扩张,然后进入冷却室冷却定型,得到热缩管。多孔橡胶材料耐磨性差,与热缩管的摩擦阻力大,不利于减小轴向收缩率。
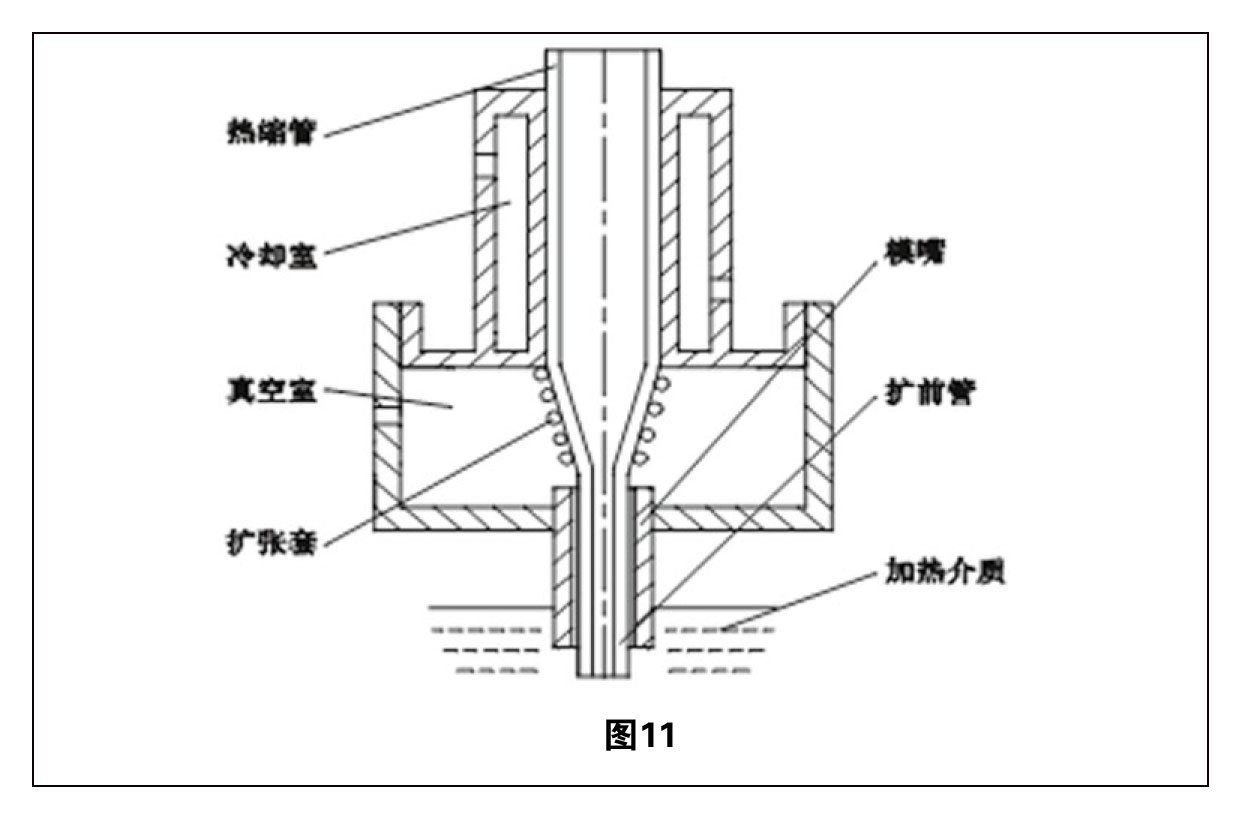
水野裕介发明了图 11 所示的扩张装置,图 11 与图 10 基本相似,所不同的是:模嘴处于加热介质中,能够保持真空室的真空稳定;扩张套不是多孔橡胶材料,而是由金属材料制作的弹簧,在扩张过程中,扩前管全部暴露在真空中,能够保证热缩管扩张均匀,壁厚均匀性好。
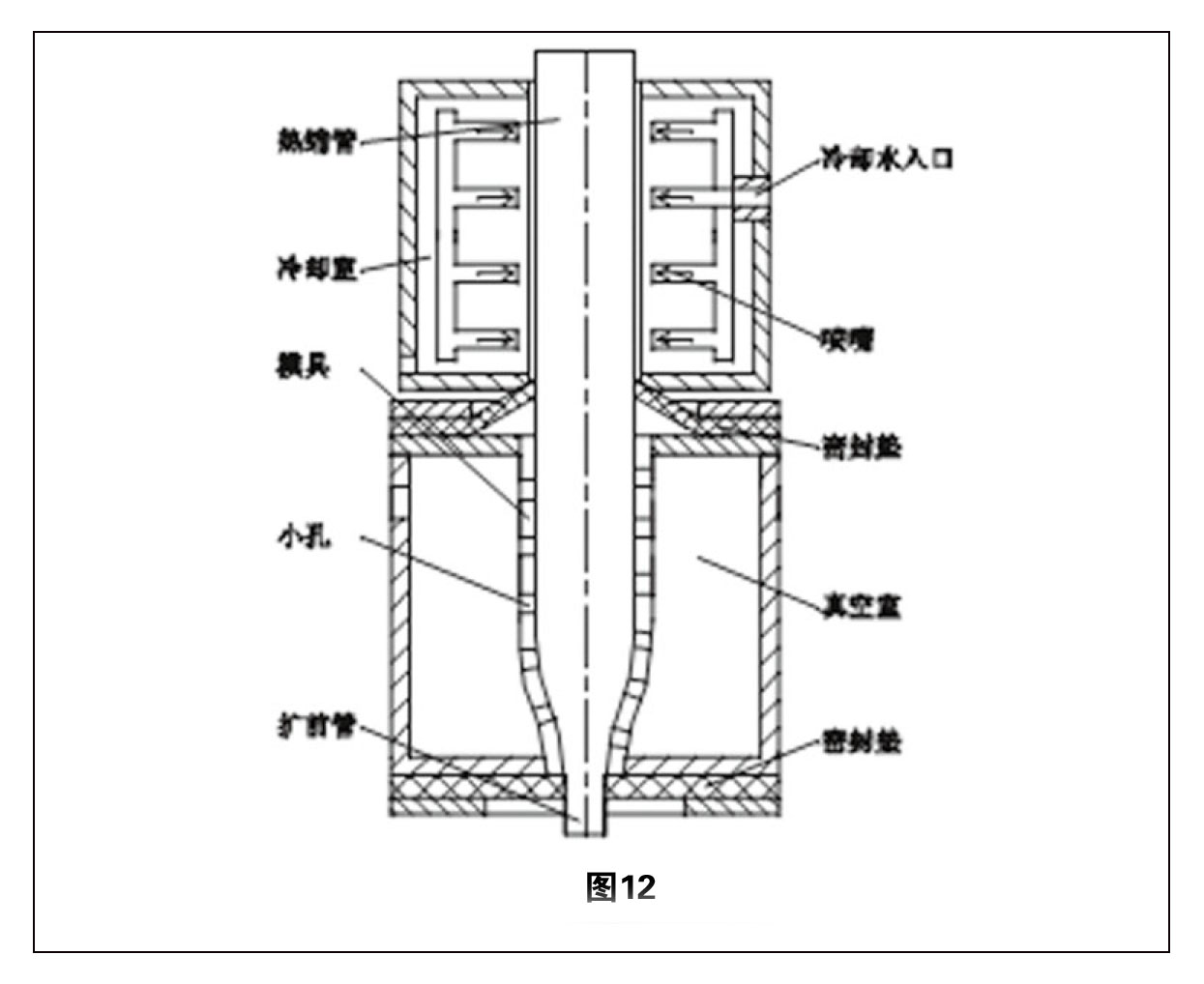
石桥正嗣等发明了图 12 所示的扩张装置,该装置由冷却室、真空室、模具和密封垫构成。真空室的两端有密封垫,防止真空泄漏,模具上有小孔,将模具内表面和真空室连通,扩前管在内压和真空的联合作用下得到扩张。模具由锥面和柱面两段组成,长度比较短,为热缩管外径的2-3倍,,有利于热缩管轴向收缩率的控制。锥面的锥角最好为25°-35°,如果锥角大于45°,则不能很好的控制自由膨胀,热缩管轴向收缩率会较大;如果锥角小于20°,因锥面产生的阻力作用增加,热缩管的轴向收缩率同样会较大。
模具锥面控制热缩管的膨胀管速度,能够提高热缩管的壁厚均匀性。冷却室内有多个喷嘴,冷却水直接喷洒到热缩管外表面,冷却速度快,热缩管通过冷却室没有摩擦阻力,轴向收缩率能够非常小。
之「三」共「五」篇
本文由东莞云林搜集并整理,欢迎关注,带你一起长知识!

 业务QQ
业务QQ 