




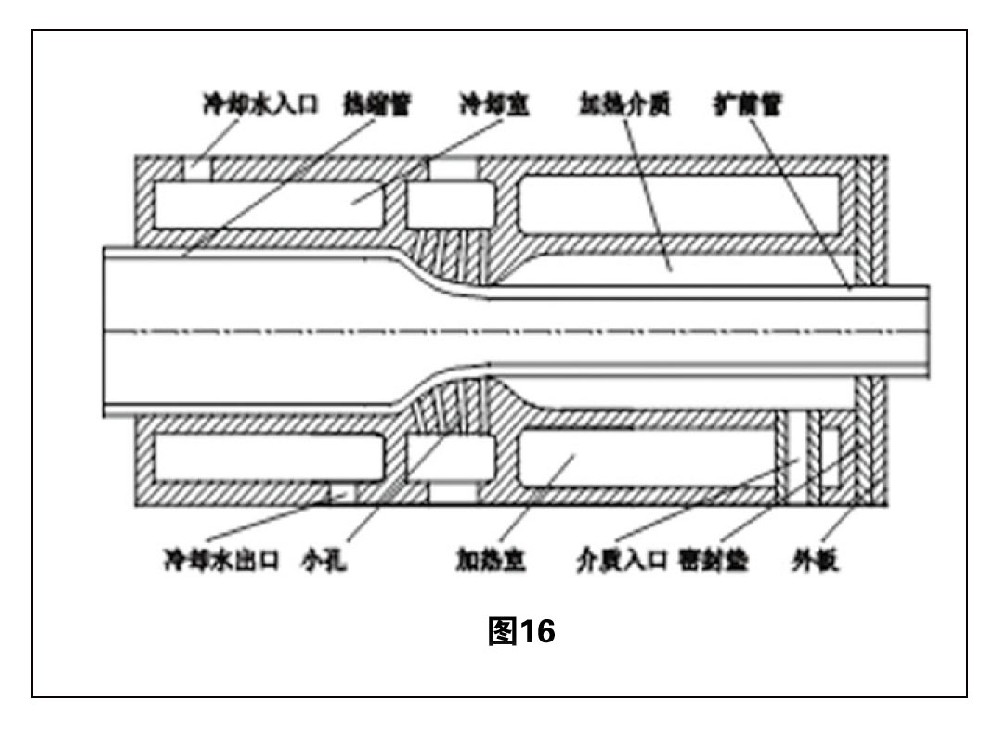
里本道夫等等发明了图 16 所示的扩张装置,该装置由外板、密封垫、加热室和冷却室构成。扩张方法为内压扩张。扩前管内部通入压缩空气,加热介质也有压力并且与压缩空气相同,由于扩前管内外压力相同,因此在加热阶段不会扩张。当扩前管到达小孔位置时,其外部的压力通过小孔与大气联通,完全泄掉,扩前管在内部压力作用下得到扩张,扩张以后进入冷却室冷却,得到热缩管。加热介质在加热室加热,保持温度恒定。该装置的特点是:扩张只依靠内压,不需要真空,扩张力大,能够提高热缩管的辐射剂量,缩短热缩管使用时的热收缩时间,提高使用效率。另外辐射剂量大,热缩管的收缩力也大,能够提高其绝缘密封的可靠性。
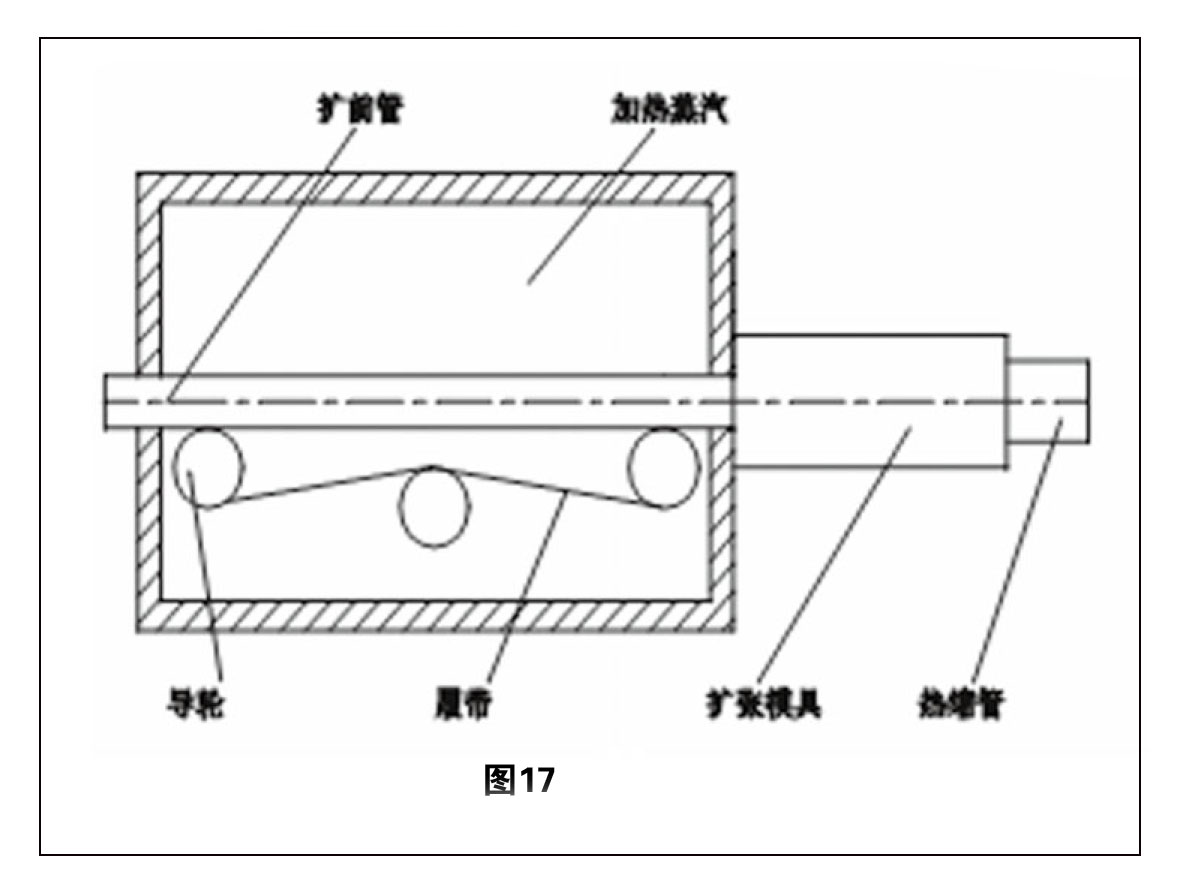
村上哲夫等发明了图 17 所示的扩张装置,该装置的特点在于:使用水蒸汽加热,克服了使用甘油加热带来的扩前管上浮问题,加热均匀,加热速度快。在加热器内装有履带,扩前管处于履带上面,由履带带动自左向右运动,加热器内由于有履带带动,扩前管不会产生不均匀的拉伸,能够保证热缩管的轴向收缩率。扩张方法为内压与真空联合扩张。当蒸汽温度98±1℃,扩张速度 13m / min ,扩张内压0.1MPa ,扩张比为 2 ,制得的热缩管的内径2.5MM ,壁厚0.19MM ,轴向收缩率为 8 %。其他条件完全相同,只是加热器内没有履带,则制得的热缩管轴向收缩率为 15 % ,由此可见,履带对热缩管的轴向收缩率影响非常大。
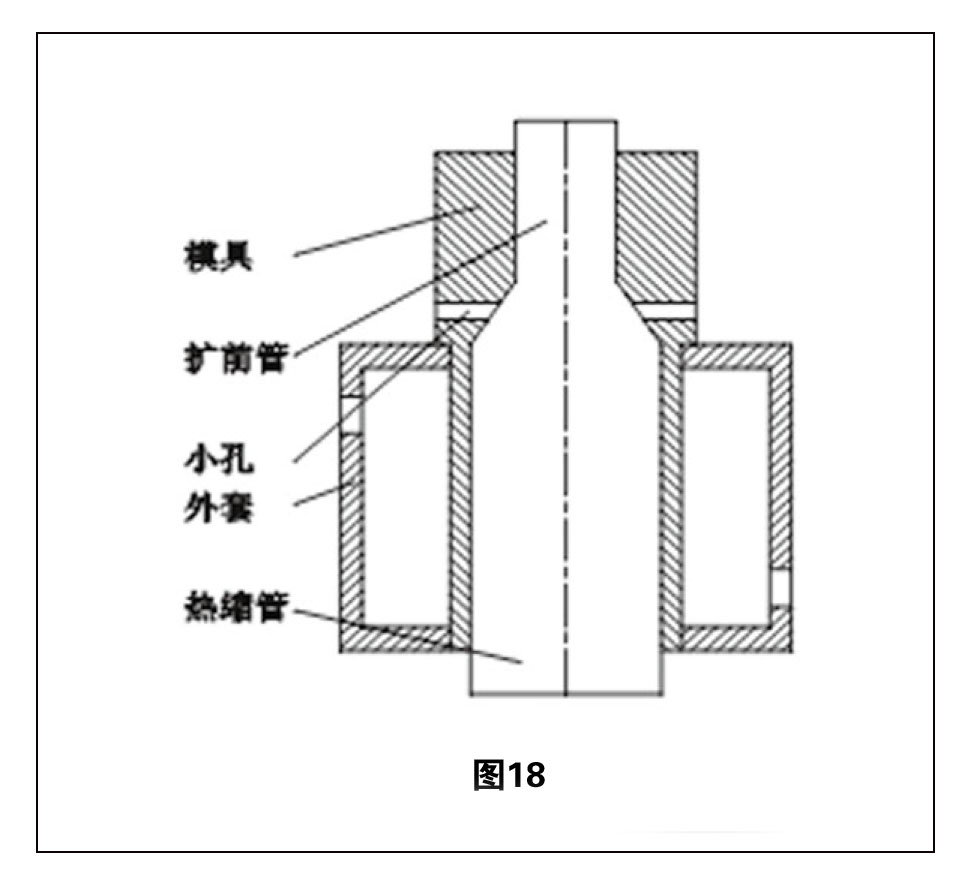
图 18 是一种内压扩张装置,主要由模具和外套构成,模具上有小孔,当扩前管到达该处时,其外部的压力从小孔处与大气连通,变成大气压,扩前管在内部压力作用下扩张。外套内有冷却水,对热缩管进行冷却。其优点与图 15 相同,结构简单,制造成本低。
4 结语
内压扩张的扩张能力强,制造的热缩管收缩力大,收缩速度快,绝缘密封安全可靠。内压与真空联合扩张,采用双真空室、真空室内没有模具以及在模具两端增加密封手段,扩张稳定性好,制造的热缩管轴向收缩率小。具有锥面的扩张模具,能够控制热缩管膨胀速度,防止其自由膨胀,制造的热缩管轴向收缩率小,壁厚均匀性好。模具内的润滑液能够减小热缩管与模具的摩擦力,降低热缩管的轴向收缩率。
之「五」共「五」篇
本文由东莞云林搜集并整理,欢迎关注,带你一起长知识!

 业务QQ
业务QQ 