




自动和手动电子束辐照热缩管材的工艺比较
[摘 要]电子束辐照热缩管材目前采取的辐照工艺有自动旋转与人工翻转两种,以∮107x99x950,厚度4.0毫米的管材为实验对象,研究两种辐照工艺各自的特点、应用效果和生产效率。同时,辐照剂量分布测试结果表明两种辐照工艺均能保证辐照剂量分布均匀。
[关键词] 辐照剂量;自动旋转;人工翻转;辐照工艺

电子束辐照加工中有大量的热缩管材,主要用于输气管、石油管、通信电缆等等。管材辐照与片材辐照不同之处就是要求管壁各处剂量均匀,这就需要管材在辐照过程中360°的旋转,才有可能保证管材辐照剂量分布均匀。目前,各辐照生产厂家采取的辐照工艺多以自动旋转为主,同时也存在人工翻转辐照工艺。其中有2次翻转、4次翻转、8次翻转。作为辐照生产厂家来讲,在设计辐照工艺时,不仅要将辐照加工质量放在第一位,而且还应考虑提升辐照生产效率;降低生产成本。基于以上考虑,我们以∮107x99x950,厚度4.0毫米的管材为实验对象。研究比较了两种辐照工艺各自的特点、应用效果和生产效率。
1辐照剂量分布比较
1.1材料与设备
∮107x99x950,厚度4.0毫米的管材;
GJ一2型地那米电子加速器;
三醋酸纤维剂量片:
751-GW分光光度计。

1.2辐照工艺与剂量测试点布置
能量1.8Mev.束流6mA,人工8次翻转辐照工艺,自动旋转采用电机带动摩擦旋转4次工艺。剂量片布置采用在距离管端口2-3厘米的管材内壁上均匀布放,每点间距约1.0厘米,用作人工翻转辐照工艺的管材内壁布点14张,采用自动旋转辐照工艺的管材内壁布点13张。
1.3辐照剂量分布结果
人工翻转与自动旋转辐照工艺剂量分布
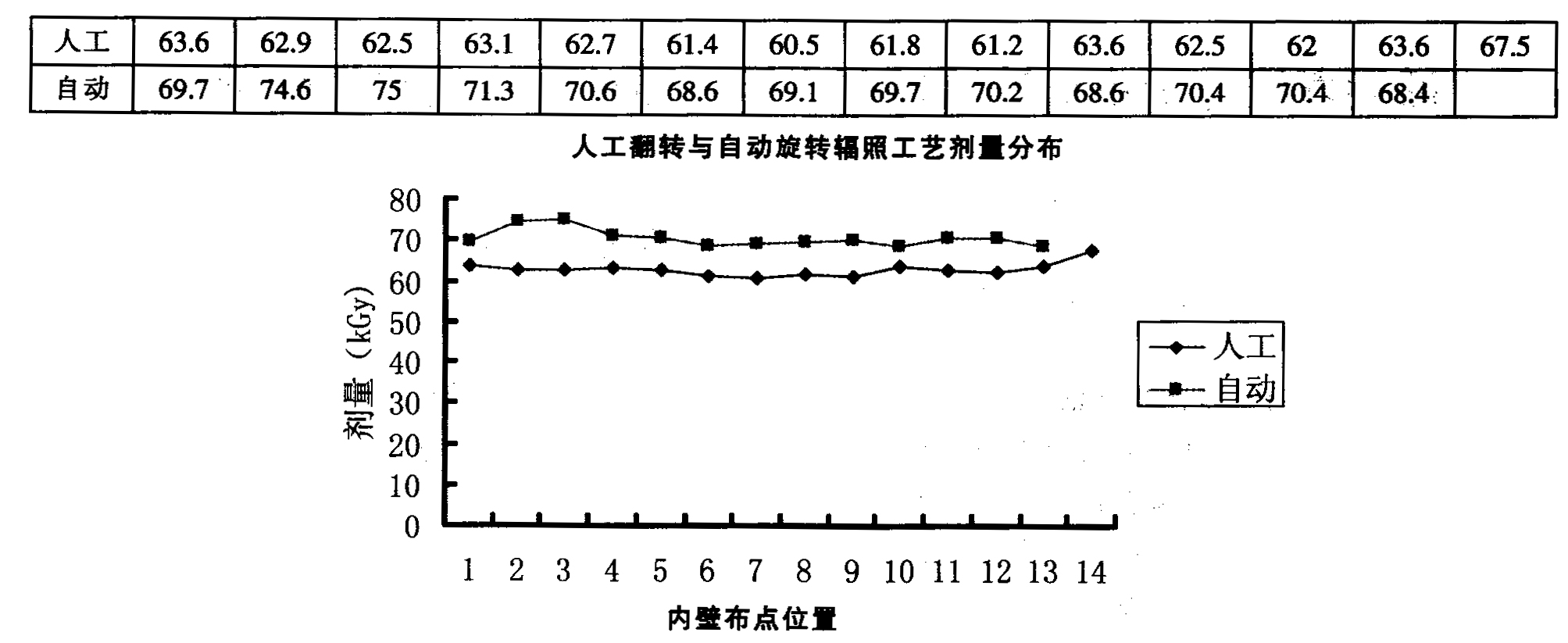
内壁布点位置
由上表可见。人工翻转工艺剂量分布均匀性与自动旋转工艺比较不相上下,人工翻转不均匀度U=1.12,摩擦自动旋转不均匀度U=1.1。结果表明两种辐照工艺均能保证辐照剂量分布均匀。
2 生产效率比较
由于两种辐照工艺的不同。导致生产效率上有很大差异。我们的束下装置小车宽为100厘米,人工翻转工艺可将管材紧密地排列在小车上,没有空隙。而自动旋转工艺由于需满足旋转自如的要求,每根管材间必须留有空隙,无论是摩擦旋转;还是堵头;穿钢管旋转,配合最佳的两管间距都有2-3厘米宽,由于管材大小差别较大,配合不好则常常大于3厘米,从而导致单次辐照管材产量少于人工翻转工艺的管材产量。
3 生产成本的比较
3.1 由于两种工艺的特点不同,管材在小车上的摆放,因为空隙的因素对电子束流的利用率不一样,显然人工翻转没有空隙式的摆放优于自动旋转。
3.2 针对不同长度的管材。人工翻转工艺可采用单面摆放或双边摆放。而自动旋转这只能单边摆放,若遇短管。对电子束流的利用就更小了。

4 两种辐照工艺应用特点比较:
4.1 人工翻转可以适应辐照椭圆形的管材,不直的管材。自动旋转辐照有一定难度。
4.2 人工翻转会发生人为出错,造成剂量分布不均匀现象。自动旋转没有这种情况。
4.3 人工翻转工艺可适应从大到小的任何管径的管材。而自动旋转工艺受限于束下装置不能涵盖所有管径的管材.特别是对小管径的通信管、电力管。
4.4 对大宗同规格管材辐照时,自动旋转工艺在操作方面优于人工翻转辐照工艺。
5 小结
在两种辐照工艺都保证了管材辐照剂量分布均匀的前提下,比较两种辐照工艺特点,我们在实际生产中多采用人工翻转辐照工艺,并在避免人为出错方面我们建立了一套行之有效的操作监督检查系统。多年的生产实践验证。我们采用的辐照工艺是切实可行的。
本文由东莞云林原创,欢迎关注,带你一起长知识!

 业务QQ
业务QQ 